–€–Η–Μ–Μ–Η–Φ–Β―²―Ä―΄ ―Ü–Β–Ϋ–Ψ–Ι –≤ –Φ–Η–Μ–Μ–Η–Α―Ä–¥―΄
–ü–Ψ―΅–Β–Φ―É –Κ―É–Ζ–Ψ–≤ –Ϋ–Ψ–≤–Ψ–≥–Ψ "–™–Ψ–Μ―¨―³–Α" ―¹–Ψ–±–Η―Ä–Α―é―² –≤–¥–≤–Ψ–Β –±―΄―¹―²―Ä–Β–Β, ―΅–Β–Φ –¥–Μ―è –Ω―Ä–Β–¥―΄–¥―É―â–Β–Ι –Φ–Ψ–¥–Β–Μ–Η.
–£―¹―è–Κ–Η–Ι –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―¨ ―Ö–Ψ―Ä–Ψ―à –Ϋ–Α―¹―²–Ψ–Μ―¨–Κ–Ψ, –Ϋ–Α―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―¹–Ψ–≤–Β―Ä―à–Β–Ϋ–Ϋ–Α ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―è –Β–≥–Ψ
–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α. (–Θ–≤―΄, –Ψ―²–Β―΅–Β―¹―²–≤–Β–Ϋ–Ϋ―΄–Ι –Ω–Ψ―²―Ä–Β–±–Η―²–Β–Μ―¨, –Κ–Α–Κ –Ω―Ä–Α–≤–Η–Μ–Ψ, –≤–Η–¥–Η―² –Ψ–±–Ψ―Ä–Ψ―²–Ϋ―É―é
―¹―²–Ψ―Ä–Ψ–Ϋ―É –Φ–Β–¥–Α–Μ–Η: –Ψ―²―¹―²–Α–Μ–Α―è ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―è βÄ™ –Ω–Μ–Ψ―Ö–Ψ–Ϋ―¨–Κ–Α―è –Φ–Α―à–Η–Ϋ–Α.) –£–Ϋ–Β―à–Ϋ―è―è
–Ω―Ä–Η–≤–Μ–Β–Κ–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Η –Κ–Ψ–Φ―³–Ψ―Ä―², –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ―¹―²―¨ –Η –Φ–Α–Μ―΄–Ι ―Ä–Α―¹―Ö–Ψ–¥ ―²–Ψ–Ω–Μ–Η–≤–Α βÄ™ ―ç―²–Η –Η –¥―Ä―É–≥–Η–Β
–Κ–Α―΅–Β―¹―²–≤–Α ―¹―²–Α–Ϋ–Ψ–≤―è―²―¹―è "–¥–Ψ―¹―²–Ψ―è–Ϋ–Η–Β–Φ –Φ–Α―¹―¹" –±–Μ–Α–≥–Ψ–¥–Α―Ä―è –Ω―Ä–Ψ–≥―Ä–Β―¹―¹–Η–≤–Ϋ―΄–Φ ―¹–Ω–Ψ―¹–Ψ–±–Α–Φ
–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α βÄ™ –≤―΄―¹–Ψ–Κ–Ψ―ç―³―³–Β–Κ―²–Η–≤–Ϋ―΄–Φ, –¥―Ä―É–Ε–Β–Μ―é–±–Ϋ―΄–Φ –Κ ―΅–Β–Μ–Ψ–≤–Β–Κ―É –Η –Ω―Ä–Η―Ä–Ψ–¥–Β (–Ω–Β―Ä–Β―΅–Β–Ϋ―¨
–Φ–Ψ–Ε–Ϋ–Ψ –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Α―²―¨). –û―² ―¹–Ψ–≤–Β―Ä―à–Β–Ϋ―¹―²–≤–Α ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η –Ζ–Α–≤–Η―¹―è―² ―¹–Β–±–Β―¹―²–Ψ–Η–Φ–Ψ―¹―²―¨ –Η ―Ü–Β–Ϋ–Α
–Φ–Α―à–Η–Ϋ―΄ βÄ™ –Α ―¹―²–Α–Μ–Ψ –±―΄―²―¨, –Β–Β ―É―¹–Ω–Β―Ö –Ϋ–Α ―Ä―΄–Ϋ–Κ–Β –Η ―³–Η–Ϋ–Α–Ϋ―¹–Ψ–≤–Ψ–Β –Ζ–¥–Ψ―Ä–Ψ–≤―¨–Β ―³–Η―Ä–Φ―΄.
–ü―Ä–Η–Ϋ―Ü–Η–Ω ―ç―²–Ψ―² ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ–Β–Ϋ, –Ψ –Κ–Α–Κ–Η―Ö –±―΄ –Φ–Α―à–Η–Ϋ–Α―Ö –Ϋ–Η ―à–Μ–Α ―Ä–Β―΅―¨ βÄ™ –Φ–Η–Κ―Ä–Ψ–Μ–Η―²―Ä–Α–Ε–Ϋ―΄―Ö –Η–Μ–Η
–Κ–Μ–Α―¹―¹–Α "–Μ―é–Κ―¹", –Ϋ–Ψ –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –Ε–Β―¹―²–Κ–Ψ –Ψ–Ϋ –¥–Β–Ι―¹―²–≤―É–Β―² ―²–Α–Φ, –≥–¥–Β –Φ–Α―¹―à―²–Α–±―΄ –≤―΄–Ω―É―¹–Κ–Α
–Η–Ζ–Φ–Β―Ä―è―é―²―¹―è ―²―΄―¹―è―΅–Α–Φ–Η ―à―²―É–Κ –≤ –¥–Β–Ϋ―¨ βÄ™ ―¹–Ψ―²–Ϋ―è–Φ–Η ―²―΄―¹―è―΅ –≤ –≥–Ψ–¥.

|
|
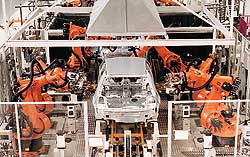
| –Γ–±–Ψ―Ä–Ψ―΅–Ϋ―΄–Β –≥―Ä―É–Ω–Ω―΄ –Ω–Ψ–¥–Α―é―²―¹―è –Ϋ–Α –Μ–Η–Ϋ–Η―é ―¹ –Ψ–±–Β–Η―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ. |
–Γ–≤–Ψ–Β–Ψ–±―Ä–Α–Ζ–Ϋ–Ψ–Β –Ζ―Ä–Β–Μ–Η―â–Β βÄ™ –Ψ―Ä–Α–Ϋ–Ε–Β- –≤―΄–Β ―¹―²–≤–Ψ–Μ―΄ –Ζ–Α ―¹―²–Β–Κ–Μ―è–Ϋ–Ϋ–Ψ–Ι –Η–Ζ–≥–Ψ- ―Ä–Ψ–¥―¨―é –Ϋ–Α–Ζ–≤–Α–Μ–Η "―¹–Α–¥–Ψ–Φ ―Ä–Ψ–±–Ψ―²–Ψ–≤". |
–ü–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Α –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α –Φ–Α―¹―¹–Ψ–≤―΄―Ö –Φ–Ψ–¥–Β–Μ–Β–Ι –Ψ–±―Ö–Ψ–¥–Η―²―¹―è –±–Α―¹–Ϋ–Ψ―¹–Μ–Ψ–≤–Ϋ–Ψ –¥–Ψ―Ä–Ψ–≥–Ψ βÄ™ ―¹―΅–Β―² –Ϋ–Α
―¹–Ψ―²–Ϋ–Η –Φ–Η–Μ–Μ–Η–Ψ–Ϋ–Ψ–≤, –Φ–Η–Μ–Μ–Η–Α―Ä–¥―΄ –¥–Ψ–Μ–Μ–Α―Ä–Ψ–≤. –£–Φ–Β―¹―²–Β ―¹ ―²–Β–Φ –Κ–Ψ–Ϋ–Κ―É―Ä–Β–Ϋ―Ü–Η―è –Ζ–Α―¹―²–Α–≤–Μ―è–Β―²
–Ψ–±–Ϋ–Ψ–≤–Μ―è―²―¨ –Φ–Ψ–¥–Β–Μ–Η –≤―¹–Β ―΅–Α―â–Β βÄ™ –Ζ–Ϋ–Α―΅–Η―², –Η –≤–Μ–Ψ–Ε–Β–Ϋ–Η―è –≤ –Ϋ–Η―Ö –¥–Ψ–Μ–Ε–Ϋ―΄ –Ψ–Κ―É–Ω–Α―²―¨―¹―è –±―΄―¹―²―Ä–Β–Β.
–½–Α ―¹―΅–Β―² ―΅–Β–≥–Ψ? –ü–Ψ–≤―΄―¹–Η―²―¨ ―Ü–Β–Ϋ―É –Ϋ–Ψ–≤–Η–Ϋ–Κ–Η βÄ™ –Ϋ–Β–Ε–Β–Μ–Α―²–Β–Μ―¨–Ϋ–Ψ. –Θ–≤–Β–Μ–Η―΅–Η―²―¨ –≤―΄–Ω―É―¹–Κ? –ù–Ψ –Β–≥–Ψ
–¥–Η–Κ―²―É–Β―² ―¹–Ω―Ä–Ψ―¹. –£―΄―Ö–Ψ–¥–Η―², ―¹–Α–Φ―΄–Ι –≤–Β―Ä–Ϋ―΄–Ι ―¹–Ω–Ψ―¹–Ψ–± βÄ™ –Φ–Β–Ϋ―¨―à–Β –Η–Ϋ–≤–Β―¹―²–Η―Ä–Ψ–≤–Α―²―¨ –≤ –Ψ–±–Ϋ–Ψ–≤–Μ–Β–Ϋ–Η–Β.
–½–≤―É―΅–Η―² ―¹―²―Ä–Α–Ϋ–Ϋ–Ψ–≤–Α―²–Ψ, –Ϋ–Ψ –≤–Β–¥―¨ –Ϋ–Α ―²–Ψ –Η –Ω―Ä–Ψ–≥―Ä–Β―¹―¹, ―΅―²–Ψ–±―΄ –Φ–Β–Ϋ―¨―à–Η–Φ–Η ―É―¹–Η–Μ–Η―è–Φ–Η –¥–Ψ―¹―²–Η–≥–Α―²―¨
–Μ―É―΅―à–Β–≥–Ψ ―Ä–Β–Ζ―É–Μ―¨―²–Α―²–Α! –ü–Ψ–Ω―΄―²–Α–Β–Φ―¹―è –Ω–Ψ–Κ–Α–Ζ–Α―²―¨, –Κ–Α–Κ –≤–Ψ–Ω–Μ–Ψ―â–Β–Ϋ ―ç―²–Ψ―² –Ω―Ä–Η–Ϋ―Ü–Η–Ω –≤
–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Β –Κ―É–Ζ–Ψ–≤–Ψ–≤ ―¹–Α–Φ–Ψ–Ι –Φ–Α―¹―¹–Ψ–≤–Ψ–Ι –Φ–Ψ–¥–Β–Μ–Η "–Λ–Ψ–Μ―¨–Κ―¹–≤–Α–≥–Β–Ϋ–Α" (–Α –Ω–Ψ―²–Ψ–Φ―É –≤–Α–Ε–Ϋ–Β–Ι―à–Β–Ι
–¥–Μ―è –Κ–Ψ–Ϋ―Ü–Β―Ä–Ϋ–Α) βÄ™ "–™–Ψ–Μ―¨―³ IV".
–ö–Ψ―Ä–Ω―É―¹–Α –≥–Ψ–Μ–Ψ–≤–Ϋ–Ψ–≥–Ψ –Ζ–Α–≤–Ψ–¥–Α –≤ –£–Ψ–Μ―¨―³―¹–±―É―Ä–≥–Β –≤–Ψ–Ζ–≤–Β–¥–Β–Ϋ―΄ ―à–Β―¹―²―¨–¥–Β―¹―è―² –Μ–Β―² –Ϋ–Α–Ζ–Α–¥:
―²–Β–Φ–Ϋ–Ψ-–Κ–Ψ―Ä–Η―΅–Ϋ–Β–≤―΄–Ι –Κ–Η―Ä–Ω–Η―΅ –Η –Μ–Α–Κ–Ψ–Ϋ–Η―΅–Ϋ―΄–Ι ―¹―²–Η–Μ―¨ –Α―Ä―Ö–Η―²–Β–Κ―²―É―Ä―΄ ―É–Κ–Α–Ζ―΄–≤–Α―é―² –Ϋ–Α –Ω–Ψ―΅―²–Β–Ϋ–Ϋ―΄–Ι
–≤–Ψ–Ζ―Ä–Α―¹―². –½–Α―²–Ψ –≤–Ϋ―É―²―Ä–Η –≤―¹–Β βÄ™ –Ω–Ψ –Ω–Ψ―¹–Μ–Β–¥–Ϋ–Β–Φ―É ―¹–Μ–Ψ–≤―É ―²–Β―Ö–Ϋ–Η–Κ–Η. –î–Ψ―¹―²–Η―΅―¨ ―ç―²–Ψ–≥–Ψ –±―΄–Μ–Ψ
–Ϋ–Β–Ω―Ä–Ψ―¹―²–Ψ: –≥–Η–≥–Α–Ϋ―², –Κ–Ψ–Ϋ–Β―΅–Ϋ–Ψ, ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨―é –Φ–Α–Ϋ–Β–≤―Ä–Α, –Ϋ–Ψ –≤―¹–Β-―²–Α–Κ–Η
―Ä–Β–Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η―é ―Ü–Β―Ö–Ψ–≤ –≤–Β–Μ–Η, –Ω―Ä–Ψ–¥–Ψ–Μ–Ε–Α―è –Ω–Α―Ä–Α–Μ–Μ–Β–Μ―¨–Ϋ–Ψ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ―è―²―¨ –¥–Ψ 1000 –Φ–Α―à–Η–Ϋ "–™–Ψ–Μ―¨―³
III" –≤ ―¹―É―²–Κ–Η. –ü―Ä–Ψ–¥–Β–Μ–Α–≤ –±–Ψ–Μ―¨―à―É―é –Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Η―²–Β–Μ―¨–Ϋ―É―é ―Ä–Α–±–Ψ―²―É (–Κ –Ω―Ä–Ψ–Β–Κ―²―É –Ω―Ä–Η–≤–Μ–Β–Κ–Μ–Η
–Ψ–Κ–Ψ–Μ–Ψ 20 ―³–Η―Ä–Φ), ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―΅–Β―¹–Κ–Η–Ι –Ω―Ä–Ψ―Ü–Β―¹―¹ –Ψ―Ä–≥–Α–Ϋ–Η–Ζ–Ψ–≤–Α–Μ–Η –Ϋ–Α―¹―²–Ψ–Μ―¨–Κ–Ψ ―Ä–Α―Ü–Η–Ψ–Ϋ–Α–Μ―¨–Ϋ–Ψ, ―΅―²–Ψ
–Ϋ–Ψ–≤–Ψ–Β –Κ―É–Ζ–Ψ–≤–Ϋ–Ψ–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ –Ψ–±–Ψ―à–Μ–Ψ―¹―¨ "–≤―¹–Β–≥–Ψ" –≤ 800 –Φ–Μ–Ϋ. –Φ–Α―Ä–Ψ–Κ (–Ω―Ä–Η–Φ–Β―Ä–Ϋ–Ψ
–Ω–Ψ–Μ–Φ–Η–Μ–Μ–Η–Α―Ä–¥–Α –¥–Ψ–Μ–Μ–Α―Ä–Ψ–≤), ―²–Ψ–≥–¥–Α –Κ–Α–Κ –¥–Μ―è –Ω―Ä–Β–¥―΄–¥―É―â–Β–Ι –Φ–Ψ–¥–Β–Μ–Η "–™–Ψ–Μ―¨―³–Α" –Ψ–Ϋ–Ψ –≤―΄–Μ–Η–Μ–Ψ―¹―¨ –≤
1100 –Φ–Μ–Ϋ. –Φ–Α―Ä–Ψ–Κ.
―¹–≤–Α―Ä–Ψ―΅–Ϋ―΄―Ö –Μ–Η–Ϋ–Η–Ι |
|
–½–¥–Β―¹―¨, –≤ –£–Ψ–Μ―¨―³―¹–±―É―Ä–≥–Β, –Ϋ–Α–Φ–Β―Ä–Β–Ϋ―΄ –¥–Β–Μ–Α―²―¨ –Β–Ε–Β―¹―É―²–Ψ―΅–Ϋ–Ψ –¥–Ψ 3000 "–≥–Ψ–Μ―¨―³–Ψ–≤" –≤ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö
–Φ–Ψ–¥–Η―³–Η–Κ–Α―Ü–Η―è―Ö –Η –≤–Α―Ä–Η–Α―Ü–Η―è―Ö. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Μ–Η–Ϋ–Η–Η ―¹–≤–Α―Ä–Κ–Η ―¹–¥–Β–Μ–Α–Μ–Η ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄–Φ–Η (―Ä–Η―¹. 1)
βÄ™ –≤ –Ω―Ä–Β–¥―΄–¥―É―â–Β–Φ –Ω–Ψ–Κ–Ψ–Μ–Β–Ϋ–Η–Η –Κ–Α–Ε–¥–Α―è –Μ–Η–Ϋ–Η―è –±―΄–Μ–Α –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ–Α –¥–Μ―è "―¹–≤–Ψ–Β–Ι" –Φ–Ψ–¥–Β–Μ–Η (–≤
–£–Ψ–Μ―¨―³―¹–±―É―Ä–≥–Β –¥–Β–Μ–Α–Μ–Η ―²–Α–Κ–Ε–Β "–ü–Ψ–Μ–Ψ", "–£–Β–Ϋ―²–Ψ", –Ϋ–Α –Ω–Β―Ä–≤–Ψ–Φ ―ç―²–Α–Ω–Β βÄ™ "–ê―Ä–Ψ―¹―É").
–ï–¥–Η–Ϋ―¹―²–≤–Β–Ϋ–Ϋ―É―é –Μ–Η–Ϋ–Η―é –¥–Μ―è ―¹–≤–Α―Ä–Κ–Η –Κ―É–Ζ–Ψ–≤–Α "–™–Ψ–Μ―¨―³–Α III" –Ζ–Α–Φ–Β–Ϋ–Η–Μ–Η ―²―Ä–Β–Φ―è, –Ω–Ψ–¥–Β–Μ–Η–≤ –Φ–Β–Ε–¥―É
–Ϋ–Η–Φ–Η –Ψ–±―â–Η–Ι –Ψ–±―ä–Β–Φ –≤―΄–Ω―É―¹–Κ–Α. –≠―²–Ψ –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² ―Ä–Α–±–Ψ―²–Α―²―¨ ―¹ –Ϋ–Α–Η–≤―΄―¹―à–Β–Ι –Ψ―²–¥–Α―΅–Β–Ι:
–Κ–Ψ―ç―³―³–Η―Ü–Η–Β–Ϋ―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η―è –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η―è βÄ™ 90βÄ™95% –Ω―Ä–Ψ―²–Η–≤ 70% –≤ –Ω―Ä–Β–Ε–Ϋ–Β–Φ
–≤–Α―Ä–Η–Α–Ϋ―²–Β.
–Γ–Α–Φ–Η –Μ–Η–Ϋ–Η–Η ―¹–Κ–Ψ–Φ–Ω–Ψ–Ϋ–Ψ–≤–Α–Ϋ―΄ –Ω–Ψ-–Ϋ–Ψ–≤–Ψ–Φ―É βÄ™ –Κ–Α–Κ –≥–Ψ–≤–Ψ―Ä―è―² –Ζ–Α–≤–Ψ–¥―΅–Α–Ϋ–Β, –Ϋ–Α–Ω–Ψ–¥–Ψ–±–Η–Β ―Ä―΄–±―¨–Β–≥–Ψ
―¹–Κ–Β–Μ–Β―²–Α (―Ä–Η―¹. 2). –≠–Μ–Β–Φ–Β–Ϋ―²―΄, –Ω–Ψ–¥―¹–Ψ–±–Η―Ä–Α–Β–Φ―΄–Β –Ϋ–Α –±–Ψ–Κ–Ψ–≤―΄―Ö –Ψ―²―Ä–Ψ―¹―²–Κ–Α―Ö, –Ω–Ψ―¹―²―É–Ω–Α―é―² –Ω―Ä―è–Φ–Ψ
–Ϋ–Α ―¹–±–Ψ―Ä–Κ―É –Κ―É–Ζ–Ψ–≤–Α βÄ™ ―²–Β–Φ ―¹–Α–Φ―΄–Φ ―É–Ω―Ä–Α–Ζ–¥–Ϋ–Β–Ϋ―΄ ―¹–Α–Φ–Ψ―¹―²–Ψ―è―²–Β–Μ―¨–Ϋ―΄–Β ―É―΅–Α―¹―²–Κ–Η –Ω–Ψ–¥―¹–±–Ψ―Ä–Κ–Η, –Α
―²–Α–Κ–Ε–Β –¥–Μ–Η–Ϋ–Ϋ―΄–Β ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Β―Ä―΄-–Ϋ–Α–Κ–Ψ–Ω–Η―²–Β–Μ–Η. –ü–Ψ–¥–Α―΅–Α –¥–Β―²–Α–Μ–Β–Ι (―É–Ζ–Μ–Ψ–≤) ―¹–Ψ –≤―¹–Β―Ö –Ψ―²―Ä–Ψ―¹―²–Κ–Ψ–≤
―¹–Η–Ϋ―Ö―Ä–Ψ–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Α, ―΅–Β–≥–Ψ –Ϋ–Β –±―΄–Μ–Ψ –Ω―Ä–Β–Ε–¥–Β, –Η –Κ―É–Ζ–Ψ–≤ –Ω―Ä–Ψ–¥–≤–Η–≥–Α–Β―²―¹―è "–Ϋ–Α ―à–Α–≥" –Κ–Α–Ε–¥―΄–Β 54
―¹–Β–Κ―É–Ϋ–¥―΄. –£–Β―¹―¨ –Ω―Ä–Ψ―Ü–Β―¹―¹ ―¹–≤–Α―Ä–Κ–Η –Κ―É–Ζ–Ψ–≤–Α –Ϋ–Α –Κ–Α–Ε–¥–Ψ–Ι –Η–Ζ ―²―Ä–Β―Ö –Μ–Η–Ϋ–Η–Ι –Ζ–Α–Ϋ–Η–Φ–Α–Β―² –¥–≤–Α ―΅–Α―¹–Α βÄ™
–≤–¥–≤–Ψ–Β (!) –Φ–Β–Ϋ―¨―à–Β, ―΅–Β–Φ –Ζ–Α―²―Ä–Α―΅–Η–≤–Α–Μ–Ψ―¹―¨ –Ϋ–Α "–™–Ψ–Μ―¨―³ III".
–Γ–Μ–Β–≥–Κ–Α –Ζ–Α–≥–Η–Ω–Ϋ–Ψ―²–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β ―¹―²–Ψ–Μ―¨ –≤–Ω–Β―΅–Α―²–Μ―è―é―â–Β–Ι ―Ü–Η―³―Ä–Ψ–Ι, –Φ―΄ ―¹ –Κ–Ψ–Μ–Μ–Β–≥–Ψ–Ι –Μ―é–±–Ψ–≤–Α–Μ–Η―¹―¨
–±–Β–Ζ―É–Ω―Ä–Β―΅–Ϋ―΄–Φ –Η–Ϋ―²–Β―Ä―¨–Β―Ä–Ψ–Φ ―Ü–Β―Ö–Α. –£ –Ϋ–Β–Φ –Ω―Ä–Β–Ψ–±–Μ–Α–¥–Α–Β―² ―¹–≤–Β―²–Μ–Ψ-―¹–Β―Ä―΄–Ι, –Ω–Ψ―΅―²–Η –±–Β–Μ―΄–Ι ―Ü–≤–Β―² βÄ™
―¹―²–Β–Ϋ –Η –Ω–Ψ–Μ–Ψ–≤, –Κ–Ψ–Ϋ–≤–Β–Ι–Β―Ä–Ψ–≤ –Η ―à–Κ–Α―³–Ψ–≤ ―¹ –Ψ–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Β–Φ: –Ω–Ψ―¹–Φ–Ψ―²―Ä–Η―²–Β –Ϋ–Α ―³–Ψ―²–Ψ. –ù–Α –Ω–Ψ–Μ―É
–Ϋ–Β –≥―Ä–Ψ–Φ–Ψ–Ζ–¥―è―²―¹―è "–Κ―Ä–Ψ–≤–Α―²–Κ–Η" ―¹ –Ζ–Α–Ω–Α―¹–Α–Φ–Η –¥–Β―²–Α–Μ–Β–Ι, –Ψ–Ϋ–Η –Ϋ–Β –Ω–Μ―΄–≤―É―² –Ϋ–Α–¥ –≥–Ψ–Μ–Ψ–≤–Ψ–Ι –Ω–Ψ
–¥–Μ–Η–Ϋ–Ϋ―é―â–Η–Φ –Ω–Ψ–¥–≤–Β―¹–Ϋ―΄–Φ –Κ–Ψ–Ϋ–≤–Β–Ι–Β―Ä–Α–Φ, ―¹–Ψ–≤–Β―Ä―à–Α―è –Ζ–Α–Φ―΄―¹–Μ–Ψ–≤–Α―²―΄–Ι –Ω―É―²―¨ –Η–Ζ –Κ–Ψ–Ϋ―Ü–Α –≤ –Κ–Ψ–Ϋ–Β―Ü
–Κ–Ψ―Ä–Ω―É―¹–Α. –û―²―²–Ψ–≥–Ψ –≤ ―Ü–Β―Ö–Β (–Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –Ϋ–Α –≤–Β―Ä―Ö–Ϋ–Β–Φ ―É―Ä–Ψ–≤–Ϋ–Β) ―¹―²–Α–Μ–Ψ –Ω―Ä–Ψ―¹―²–Ψ―Ä–Ϋ–Β–Β, ―¹–≤–Β―²–Μ–Β–Β βÄ™
–Κ–Α–Κ –≥–Ψ–≤–Ψ―Ä―è―², –Μ–Β–≥―΅–Β –¥―΄―à–Η―²―¹―è. –Ξ–Ψ―²―è –Κ–Ψ–Φ―É, ―¹–Ψ–±―¹―²–≤–Β–Ϋ–Ϋ–Ψ? –¦―é–¥–Β–Ι ―¹–Ψ–≤―¹–Β–Φ –Φ–Α–Μ–Ψ βÄ™ –Ϋ–Β
–Φ–Β–Μ―¨―²–Β―à–Β–Ϋ–Η–Β ―Ä―É–Κ, –Ϋ–Β ―¹–Η–Μ–Α –Φ―É―¹–Κ―É–Μ–Ψ–≤, –Α ―ç–Ϋ–Β―Ä–≥–Η―è –Φ―΄―¹–Μ–Η ―É–Ω―Ä–Α–≤–Μ―è–Β―² ―ç―²–Η–Φ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ–Φ.
–ù–Β–Ω―Ä–Η–≤―΄―΅–Β–Ϋ –¥–Μ―è –≥–Μ–Α–Ζ–Α –Η –Φ–Α―²–Ψ–≤–Ψ-―¹–Β―Ä–Β–±―Ä–Η―¹―²―΄–Ι ―Ü–≤–Β―² ―¹–Α–Φ–Η―Ö –Κ―É–Ζ–Ψ–≤–Ψ–≤ βÄ™ ―ç―²–Ψ ―Ü–≤–Β―²
―Ü–Η–Ϋ–Κ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–Κ―Ä―΄―²–Η―è. –ö ―¹–Μ–Ψ–≤―É: ―²–Α–Κ–Α―è –Ζ–Α―â–Η―²–Α –≤ ―¹–Ψ―΅–Β―²–Α–Ϋ–Η–Η ―¹ –Ϋ–Ψ–≤–Β–Ι―à–Β–Ι ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Β–Ι
–Ψ–Κ―Ä–Α―¹–Κ–Η –Η –Α–Ϋ―²–Η–Κ–Ψ―Ä―Ä–Ψ–Ζ–Η–Ψ–Ϋ–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ω–Ψ–Ζ–≤–Ψ–Μ–Η–Μ–Α ―³–Η―Ä–Φ–Β ―É―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ 12-–Μ–Β―²–Ϋ―é―é
–≥–Α―Ä–Α–Ϋ―²–Η―é –Ψ―² ―¹–Κ–≤–Ψ–Ζ–Ϋ–Ψ–≥–Ψ –Ω―Ä–Ψ―Ä–Ε–Α–≤–Μ–Β–Ϋ–Η―è –Κ―É–Ζ–Ψ–≤–Α. –ù–Β―Ö–Η―²―Ä―΄–Ι –Ω–Ψ–¥―¹―΅–Β―², –≤–Ψ ―¹–Κ–Ψ–Μ―¨–Κ–Ψ ―Ä–Α–Ζ
"–™–Ψ–Μ―¨―³" –¥–Ψ–Μ–≥–Ψ–≤–Β―΅–Ϋ–Β–Β "–¦–Α–¥―΄", –Ω―Ä–Η –Ε–Β–Μ–Α–Ϋ–Η–Η –≤―΄–Ω–Ψ–Μ–Ϋ―è―² ―¹–Α–Φ–Η ―΅–Η―²–Α―²–Β–Μ–Η.
|
|
| –ê βÄ™ ―¹―²–Α―Ä–Ψ–≥–Ψ –Ψ–±―Ä–Α–Ζ―Ü–Α: 1 βÄ™
–≤―΄―¹–Ψ–Κ–Ψ―¹–Κ–Ψ―Ä–Ψ―¹―²–Ϋ–Α―è –Μ–Η–Ϋ–Η―è –Η ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η; 2 βÄ™ ―²―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Β―Ä―΄ –Η –Ϋ–Α–Κ–Ψ–Ω–Η―²–Β–Μ–Η; 3 βÄ™ –Ζ–Ψ–Ϋ–Α
–Ω–Ψ–¥―¹–±–Ψ―Ä–Κ–Η ―¹
"―²–Α–Κ―²–Ϋ–Ψ―¹―²―¨―é" –Ψ―² 0,2 –¥–Ψ 1,3 –Φ–Η–Ϋ; 4 βÄ™ –¥–Ψ–¥–Β–Μ–Κ–Α –Κ―É–Ζ–Ψ–≤–Ψ–≤; –ë βÄ™ –Ϋ–Ψ–≤–Ψ–≥–Ψ –Ψ–±―Ä–Α–Ζ―Ü–Α: 1 βÄ™ "―¹–Κ–≤–Ψ–Ζ–Ϋ–Α―è" ―¹―²―Ä―É–Κ―²―É―Ä–Α, ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ―΄–Ι –Ω–Ψ―²–Ψ–Κ; 2 βÄ™ –≥–Η–±–Κ–Α―è ―Ä–Ψ–±–Ψ―²–Ψ―²–Β―Ö–Ϋ–Η–Κ–Α; 3 βÄ™ –Β–¥–Η–Ϋ―΄–Ι –¥–Μ―è –≤―¹–Β–Ι –Μ–Η–Ϋ–Η–Η–Η ―²–Α–Κ―²; 4 βÄ™ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η–Β –Κ–Ψ–Φ–Ω–Ψ–Ϋ–Β–Ϋ―²–Ψ–≤ –Ω―Ä–Η–±–Μ–Η–Ε–Β–Ϋ–Ψ –Κ –Ψ―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Ι –Μ–Η–Ϋ–Η–Η. |
–û–±–Ψ―Ä―É–¥–Ψ–≤–Α–Ϋ–Η–Β –Ϋ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–Κ–Ψ–Μ–Β–Ϋ–Η―è, ―΅–Β―²–Κ–Α―è ―¹–Η―¹―²–Β–Φ–Α –Β–≥–Ψ ―ç–Κ―¹–Ω–Μ―É–Α―²–Α―Ü–Η–Η, ―²―â–Α―²–Β–Μ―¨–Ϋ―΄–Ι
–Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨ βÄ™ –≤―¹–Β ―ç―²–Ψ –Ω―Ä–Η–Ϋ–Β―¹–Μ–Ψ –Ζ–Α–Φ–Β―²–Ϋ―΄–Β ―¹–¥–≤–Η–≥–Η –≤ –Κ–Α―΅–Β―¹―²–≤–Β –Η–Ζ–¥–Β–Μ–Η–Ι. –Δ–Α–Κ, –Ζ–Α–Ζ–Ψ―Ä―΄
–Φ–Β–Ε–¥―É ―ç–Μ–Β–Φ–Β–Ϋ―²–Α–Φ–Η ―¹–Ψ–±―Ä–Α–Ϋ–Ϋ–Ψ–≥–Ψ –Κ―É–Ζ–Ψ–≤–Α ―²–Β–Ω–Β―Ä―¨ –Ϋ–Β –Ω―Ä–Β–≤―΄―à–Α―é―² 3 –Φ–Φ. –Δ–Α–Κ–Ψ–Β ―²―Ä–Β–±–Ψ–≤–Α–Ϋ–Η–Β
–Ω–Ψ–¥―Ä–Α–Ζ―É–Φ–Β–≤–Α–Β―² –Η ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Ψ―¹―²―¨ –Ζ–Α–Ζ–Ψ―Ä–Α –Ω–Ψ –≤―¹–Β–Φ―É ―¹–Ψ–Ω―Ä―è–Ε–Β–Ϋ–Η―é βÄ™ –Α ―΅―²–Ψ–±―΄ ―ç―²–Ψ–≥–Ψ
–¥–Ψ―¹―²–Η―΅―¨, ―É–Ε–Β―¹―²–Ψ―΅–Η–Μ–Η –¥–Ψ–Ω―É―¹–Κ –Ϋ–Α ―Ä–Α–Ζ–Φ–Β―Ä―΄ –Κ―É–Ζ–Ψ–≤–Ϋ―΄―Ö –¥–Β―²–Α–Μ–Β–Ι: –Ϋ–Β –±–Ψ–Μ–Β–Β ¬± 0,25 –Φ–Φ!
(–Γ–Ψ–Κ―Ä–Α―²–Η–≤ –Β–≥–Ψ, –Ψ–Ω―è―²―¨-―²–Α–Κ–Η, –≤–¥–≤–Ψ–Β –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ –¥–Β–Ι―¹―²–≤–Ψ–≤–Α–≤―à–Η–Φ ―Ä–Α–Ϋ–Β–Β.) –ü–Ψ―Ä–Α–±–Ψ―²–Α–Μ–Η
–Η –Ϋ–Α–¥ –Κ–Α―΅–Β―¹―²–≤–Ψ–Φ –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Β–Ι βÄ™ –Κ―É–Ζ–Ψ–≤ –≤―΄–≥–Μ―è–¥–Η―², –Κ–Α–Κ –Μ―é–±―è―² –≥–Ψ–≤–Ψ―Ä–Η―²―¨ –Ϋ–Β–Φ―Ü―΄, ―¹–Μ–Ψ–≤–Ϋ–Ψ
–Μ–Η―²–Ψ–Ι. –Ξ–Ψ―²―è –Φ–Ϋ–Ψ–≥–Η–Β ―΅–Η―²–Α―²–Β–Μ–Η –Ζ–Ϋ–Α―é―² –Ϋ–Β –Ω–Ψ–Ϋ–Α―¹–Μ―΄―à–Κ–Β, ―΅―²–Ψ "–™–Ψ–Μ―¨―³" –Η –Ω―Ä–Β–Ε–¥–Β –Ϋ–Β
–≤―΄–≥–Μ―è–¥–Β–Μ –Κ–Ψ―Ä―è–≤―΄–Φ... –£―΄―¹–Ψ–Κ–Α―è ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Ω–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Ω―Ä–Η
―¹–±–Ψ―Ä–Κ–Β –Κ―É–Ζ–Ψ–≤–Α –¥–Β―²–Α–Μ–Η, ―¹–¥–Β–Μ–Α–Ϋ–Ϋ―΄–Β –Ϋ–Α ―Ä–Α–Ζ–Ϋ―΄―Ö –Ζ–Α–≤–Ψ–¥–Α―Ö: ―²–Α–Κ, –£–Ψ–Μ―¨―³―¹–±―É―Ä–≥ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―²
–¥―Ä―É–≥–Η–Β –Ω―Ä–Β–¥–Ω―Ä–Η―è―²–Η―è –Κ–Ψ–Ϋ―Ü–Β―Ä–Ϋ–Α –¥–≤–Β―Ä―è–Φ–Η, –Κ―Ä―΄―à–Κ–Α–Φ–Η –±–Α–≥–Α–Ε–Ϋ–Η–Κ–Ψ–≤, –Κ–Α–Ω–Ψ―²–Α–Φ–Η.
–½–Α–Φ–Β―²–Η–Φ –Ω–Ψ–Ω―É―²–Ϋ–Ψ, ―΅―²–Ψ –Ζ–Α–≤–Ψ–¥ ―Ä–Α―¹–Ω–Ψ–Μ–Α–≥–Α–Β―² –Β―â–Β –Η –Κ―Ä―É–Ω–Ϋ―΄–Φ –Φ–Β―Ö–Α–Ϋ–Ψ―¹–±–Ψ―Ä–Ψ―΅–Ϋ―΄–Φ
–Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Ψ–Φ, –≥–¥–Β –Β–Ε–Β―¹―É―²–Ψ―΅–Ϋ–Ψ –≤―΄–Ω―É―¹–Κ–Α―é―², –≤ ―΅–Α―¹―²–Ϋ–Ψ―¹―²–Η, 10 ―²―΄―¹―è―΅ –Ω–Α―Ä –Ω―Ä–Η–≤–Ψ–¥–Ψ–≤
–Κ–Ψ–Μ–Β―¹, –Ψ–Κ–Ψ–Μ–Ψ 4 ―²―΄―¹―è―΅ ―²–Ψ–Ω–Μ–Η–≤–Ϋ―΄―Ö –±–Α–Κ–Ψ–≤, 25 ―²―΄―¹―è―΅ –Κ–Ψ–Μ–Β―¹, –Α ―²–Α–Κ–Ε–Β –Ω–Α–Ϋ–Β–Μ–Η –Ω―Ä–Η–±–Ψ―Ä–Ψ–≤,
–±–Α–Φ–Ω–Β―Ä―΄ –Η –¥–Β―²–Α–Μ–Η –Ψ–±–Η–≤–Κ–Η ―¹–Α–Μ–Ψ–Ϋ–Α –≤ ―Ä–Α―¹―΅–Β―²–Β –Ϋ–Β ―²–Ψ–Μ―¨–Κ–Ψ –Ϋ–Α ―¹–Β–±―è, –Ϋ–Ψ –Η –Ϋ–Α –Ζ–Α―Ä―É–±–Β–Ε–Ϋ―΄–Β
–Ζ–Α–≤–Ψ–¥―΄ –Κ–Ψ–Ϋ―Ü–Β―Ä–Ϋ–Α.
–Γ–Ψ–Ω―Ä–Ψ–≤–Ψ–Ε–¥–Α–≤―à–Η–Ι –Ϋ–Α―¹ –Ω–Ψ –Ζ–Α–≤–Ψ–¥―É –≥-–Ϋ –¦–Ψ―Ä–Β–Ϋ―Ü ―Ä―É–Κ–Ψ–≤–Ψ–¥–Η―² –Ψ―²–¥–Β–Μ–Ψ–Φ ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―΅–Β―¹–Κ–Ψ–≥–Ψ
–Ω―Ä–Ψ–Β–Κ―²–Η―Ä–Ψ–≤–Α–Ϋ–Η―è. –ü―Ä–Β–Κ―Ä–Α―¹–Ϋ–Ψ –Ψ―¹–≤–Β–¥–Ψ–Φ–Μ–Β–Ϋ–Ϋ―΄–Ι ―¹–Ω–Β―Ü–Η–Α–Μ–Η―¹―² (–Κ–Α–Κ –Φ―΄ –Ω–Ψ–Ϋ―è–Μ–Η, –Ψ–¥–Η–Ϋ –Η–Ζ
"–Ψ―²―Ü–Ψ–≤" –Ϋ–Ψ–≤–Ψ–≥–Ψ –Κ―É–Ζ–Ψ–≤–Ϋ–Ψ–≥–Ψ ―Ü–Β―Ö–Α), –Ψ–Ϋ ―²–Ψ –Η –¥–Β–Μ–Ψ –Ψ–±―Ä–Α―â–Α–Μ –Ϋ–Α―à–Β –≤–Ϋ–Η–Φ–Α–Ϋ–Η–Β –Ϋ–Α –Μ―é–±–Ψ–Ω―΄―²–Ϋ―΄–Β
–Ω–Ψ–¥―Ä–Ψ–±–Ϋ–Ψ―¹―²–Η. –ù–Α–Ω―Ä–Η–Φ–Β―Ä, –Ϋ–Α –Φ–Ϋ–Ψ–≥–Η–Β –Φ–Β―¹―²–Α ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ–Η–Ι –Ω–Β―Ä–Β–¥ ―¹–≤–Α―Ä–Κ–Ψ–Ι –Ϋ–Α–Ϋ–Ψ―¹―è―² –Κ–Μ–Β–Ι,
―²–Β–Φ ―¹–Α–Φ―΄–Φ ―Ä–Β–Ζ–Κ–Ψ –Ω–Ψ–≤―΄―à–Α―è –Ω―Ä–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Η –≥–Β―Ä–Φ–Β―²–Η―΅–Ϋ–Ψ―¹―²―¨ ―à–≤–Ψ–≤. –Γ–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–Ι –Φ–Α―¹―²–Η–Κ–Ψ–Ι
–Ω―Ä–Β–¥–Ψ―Ö―Ä–Α–Ϋ―è―é―² ―²–Ψ―΅–Κ–Η ―¹–≤–Α―Ä–Κ–Η –Ψ―² ―Ä–Α–Ζ―Ä―É―à–Β–Ϋ–Η―è –Ζ–Α―â–Η―²–Ϋ–Ψ–≥–Ψ ―Ü–Η–Ϋ–Κ–Ψ–≤–Ψ–≥–Ψ –Ω–Ψ–Κ―Ä―΄―²–Η―è. –û―¹–Ψ–±–Ψ
–Ψ―²–≤–Β―²―¹―²–≤–Β–Ϋ–Ϋ―΄–Β ―à–≤―΄ –≤―΄–Ω–Ψ–Μ–Ϋ―è―é―² –Μ–Α–Ζ–Β―Ä–Ϋ–Ψ–Ι ―¹–≤–Α―Ä–Κ–Ψ–Ι: –Ω―Ä–Η ―ç―²–Ψ–Φ –Ϋ–Β –Η–Ζ–Φ–Β–Ϋ―è–Β―²―¹―è ―¹―²―Ä―É–Κ―²―É―Ä–Α
―¹–≤–Α―Ä–Η–≤–Α–Β–Φ–Ψ–≥–Ψ –Φ–Β―²–Α–Μ–Μ–Α. –¦–Α–Ζ–Β―Ä–Ϋ―΄–Φ –Μ―É―΅–Ψ–Φ –Ϋ–Α―É―΅–Η–Μ–Η―¹―¨ –≤–Α―Ä–Η―²―¨ –¥–Β―²–Α–Μ–Η –Η–Ζ –Μ–Η―¹―²–Α ―Ä–Α–Ζ–Ϋ–Ψ–Ι
―²–Ψ–Μ―â–Η–Ϋ―΄ βÄ™ –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä, –Ω–Β―Ä–Β–¥–Ϋ–Η–Β –Μ–Ψ–Ϋ–Ε–Β―Ä–Ψ–Ϋ―΄ –Κ―É–Ζ–Ψ–≤–Α. –Δ–Α–Κ–Ψ–Ι –Μ–Ψ–Ϋ–Ε–Β―Ä–Ψ–Ϋ –Ϋ–Β―¹–Κ–Ψ–Μ―¨–Κ–Ψ –Μ–Β–≥―΅–Β
–Ψ–±―΄―΅–Ϋ–Ψ–≥–Ψ, –Α –Ω―Ä–Η ―¹―²–Ψ–Μ–Κ–Ϋ–Ψ–≤–Β–Ϋ–Η–Η "–Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Β–Β" –¥–Β―³–Ψ―Ä–Φ–Η―Ä―É–Β―²―¹―è, ―¹–Ψ―Ö―Ä–Α–Ϋ―è―è ―Ü–Β–Μ–Ψ―¹―²–Ϋ–Ψ―¹―²―¨
–Ω–Α―¹―¹–Α–Ε–Η―Ä―¹–Κ–Ψ–≥–Ψ –Ω–Ψ–Φ–Β―â–Β–Ϋ–Η―è.
–ü–Ψ–¥―Ä–Ψ–±–Ϋ–Ψ―¹―²–Η –Η ―Ü–Η―³―Ä―΄ –Φ–Ψ–Ε–Ϋ–Ψ –Ω―Ä–Η–≤–Ψ–¥–Η―²―¨ –Β―â–Β –¥–Ψ–Μ–≥–Ψ βÄ™ –Ϋ–Ψ –≤―Ä―è–¥ –Μ–Η ―¹―²–Ψ–Η―² –≤–Ϋ–Η–Κ–Α―²―¨ –≤–Ψ –≤―¹–Β
―²–Ψ–Ϋ–Κ–Ψ―¹―²–Η ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η–Η. –ù–Α–¥–Β–Β–Φ―¹―è, ―¹–Κ–Α–Ζ–Α–Ϋ–Ϋ–Ψ–Β –Ω–Ψ–Φ–Ψ–≥–Μ–Ψ –≤–Α–Φ –Ω–Ψ–Μ―É―΅–Η―²―¨ –Ω―Ä–Β–¥―¹―²–Α–≤–Μ–Β–Ϋ–Η–Β –Ψ
―²–Ψ–Φ, –Κ–Α–Κ–Ψ–Ι ―Ü–Β–Ϋ–Ψ–Ι –¥–Ψ―¹―²–Η–≥–Α–Β―²―¹―è –≤―΄―¹–Ψ–Κ–Ψ–Β –Κ–Α―΅–Β―¹―²–≤–Ψ ―¹–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ–≥–Ψ –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―è.
–£–Μ–Α–¥–Η–Φ–Η―Ä –ê–†–ö–Θ–®–ê
–ö–Α–Κ –Ζ–¥–Β―¹―¨ –Ϋ–Α–Ι―²–Η –Ϋ―É–Ε–Ϋ―É―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é?
–†–Α―¹―à–Η―³―Ä–Ψ–≤–Κ–Α –Ζ–Α–≤–Ψ–¥―¹–Κ–Ψ–Ι –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Α―Ü–Η–Η –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―è (–Α–Ϋ–≥–Μ.)
–†–Α―¹―à–Η―³―Ä–Ψ–≤–Κ–Α –Ζ–Α–≤–Ψ–¥―¹–Κ–Ψ–Ι –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Α―Ü–Η–Η VAG –Ϋ–Α ―Ä―É―¹―¹–Κ–Ψ–Φ!
–î–Η–Α–≥–Ϋ–Ψ―¹―²–Η–Κ–Α –Λ–Ψ–Μ―¨–Κ―¹–≤–Α–≥–Β–Ϋ, –ê―É–¥–Η, –®–Κ–Ψ–¥–Α, –Γ–Β–Α―², –Κ–Ψ–¥―΄ –Ψ―à–Η–±–Ψ–Κ.
–ï―¹–Μ–Η –≤―΄ –Ϋ–Β –Ϋ–Α―à–Μ–Η –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é –Ω–Ψ ―¹–≤–Ψ–Β–Φ―É –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―é - –Ω–Ψ―¹–Φ–Ψ―²―Ä–Η―²–Β –Β–Β –Ϋ–Α –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ–Η –Ω–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Ϋ―΄–Β –Ϋ–Α –Ω–Μ–Α―²―³–Ψ―Ä–Φ–Β –≤–Α―à–Β–≥–Ψ –Α–≤―²–Ψ.
–Γ –±–Ψ–Μ―¨―à–Ψ–Ι –¥–Ψ–Μ–Β–Ι –≤–Β―Ä–Ψ―è―²–Ϋ–Ψ―¹―²–Η –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è –Ω–Ψ ―Ä–Β–Φ–Ψ–Ϋ―²―É –Η –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η―é –Ω–Ψ–¥–Ψ–Ι–¥–Β―² –Η –¥–Μ―è –£–Α―à–Β–≥–Ψ –Α–≤―²–Ψ.