–†–Β–Φ–Ψ–Ϋ―² –™–ë–Π –Ϋ–Α –Λ–Ψ–Μ―¨–Κ―¹–≤–Α–≥–Β–Ϋ –ö–Α―Ä–Α–≤–Β–Μ–Μ–Α –Δ4 - –¥–≤–Η–≥–Α―²–Β–Μ―¨ ACV 2.5 TDI
–î–≤–Η–≥–Α―²–Β–Μ―¨ ACV ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Μ―¹―è –Ϋ–Α ―¹–Μ–Β–¥―É―é―â–Η–Β –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ–Η:
Volkswagen Transporter T4, Multivan, Caravelle (70A, 70B, 70C, 70E, 70H, 70J, 70K, 70L, 70M) 1991 - 1996
Volkswagen Transporter T4, Multivan, Caravelle (7DA, 7DB, 7DC, 7DE, 7DH, 7DJ, 7DK) 1996 - 2003
–û―¹–Ϋ–Ψ–≤–Ϋ–Α―è –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―Ä–Α–±–Ψ―² –Ω–Ψ–¥―Ö–Ψ–¥–Η―² –¥–Μ―è –Λ–Ψ–Μ―¨–Κ―¹–≤–Α–≥–Β–Ϋ –Δ―Ä–Α–Ϋ―¹–Ω–Ψ―Ä―²–Β―Ä –Δ4 c –¥–≤–Η–≥–Α―²–Β–Μ―è–Φ–Η:
ACV, AJT, AHY, AXG, AYC, AYY, AXL, AUF.
–Γ―²–Α―Ä―² –¥–≤–Η–≥–Α―²–Β–Μ―è –≤ –Ψ―΅–Β―Ä–Β–¥–Ϋ–Ψ–Β –Φ–Ψ―Ä–Ψ–Ζ–Ϋ–Ψ–Β ―É―²―Ä–Ψ ( - 18–≥―Ä–Α–¥) –Ω–Ψ–Κ–Α–Ζ–Α–Μ―¹―è –Φ–Ϋ–Β ―¹–Μ–Η―à–Κ–Ψ–Φ –¥–Ψ–Μ–≥–Η–Φ –Η –Κ–Α–Κ–Η–Φ ―²–Ψ –Ϋ–Β―É–≤–Β―Ä–Β–Ϋ–Ϋ―΄–Φ. –ü–Β―Ä–≤―΄–Β –Ζ–≤―É–Κ–Η ―Ä–Α–±–Ψ―²–Α―é―â–Β–≥–Ψ –¥–≤–Η–≥–Α―²–Β–Μ―è –Ϋ–Α–Ω–Ψ–Φ–Η–Ϋ–Α–Μ–Η ―Ä–Α–±–Ψ―²―É –Ϋ–Α 3-4 ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α―Ö ―¹ –Ω–Β―Ä–Η–Ψ–¥–Η―΅–Β―¹–Κ–Η–Φ –Ω–Ψ–¥―Ö–≤–Α―²―΄–≤–Α–Ϋ–Η–Β–Φ –Ω―è―²–Ψ–≥–Ψ. –ü–Ψ―¹–Μ–Β –Ω–Β―Ä–Β–Ζ–Α–Ω―É―¹–Κ–Α –¥–≤–Η–≥–Α―²–Β–Μ―è ―΅–Β―Ä–Β–Ζ 1,5 –Φ–Η–Ϋ―É―²―΄ –¥–Α–Ϋ–Ϋ―΄–Β ―¹–Η–Φ–Ω―²–Ψ–Φ―΄ –Ω―Ä–Ψ–Ω–Α–¥–Α–Μ–Η.
–ù–Α–±–Μ―é–¥–Β–Ϋ–Η–Β –Ζ–Α –Ω–Ψ–≤–Β–¥–Β–Ϋ–Η–Β–Φ –¥–≤–Η–≥–Α―²–Β–Μ―è –Ϋ–Η―΅–Β–≥–Ψ ―Ö–Ψ―Ä–Ψ―à–Β–≥–Ψ –Ϋ–Β –Ω–Ψ–Κ–Α–Ζ―΄–≤–Α–Μ–Ψ, –Ω–Ψ―ç―²–Ψ–Φ―É –±―΄–Μ–Ψ –Ω―Ä–Η–Ϋ―è―²–Ψ ―Ä–Β―à–Β–Ϋ–Η–Β –Ζ–Α–Φ–Β―Ä―è―²―¨ –Κ–Ψ–Φ–Ω―Ä–Β―¹―¹–Η―é. –†–Β–Ζ―É–Μ―¨―²–Α―²―΄ –Ϋ–Β ―Ä–Α–¥–Ψ–≤–Α–Μ–Η βÄ™ 26 -23- 28- 24- 22 –±–Α―Ä –Ϋ–Α ―²–Β–Ω–Μ–Ψ–Φ –¥–≤–Η–≥–Α―²–Β–Μ–Β ( 40-50 –≥―Ä–Α–¥.).
–†–Α―¹―Ö–Ψ–¥ –Φ–Α―¹–Μ–Α CASTROL EDGE 5W30 ( VW 507.00) –Φ–Β–Ε–¥―É –Ζ–Α–Φ–Β–Ϋ–Α–Φ–Η ( 15 ―²―΄―¹.–Κ–Φ.) ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² –Ψ–Κ–Ψ–Μ–Ψ 800-900 –≥―Ä–Α–Φ–Φ.
–£―΄–≤–Ψ–¥ –Ϋ–Α–Ω―Ä–Α―à–Η–≤–Α–Μ―¹―è ―¹–Α–Φ ―¹–Ψ–±–Ψ–Ι βÄ™ ―Ä–Β–Φ–Ψ–Ϋ―² –™–ë–Π –¥–≤–Η–≥–Α―²–Β–Μ―è, ―²–Β–Φ –±–Ψ–Μ–Β–Β, ―΅―²–Ψ –Ω―Ä–Ψ–±–Β–≥ ―É–Ε–Β –Ω―Ä–Η–±–Μ–Η–Ε–Α–Μ―¹―è –Κ 260 ―²―΄―¹.–Κ–Φ. ―¹ –Φ–Ψ–Φ–Β–Ϋ―²–Α –Β–Β –Ω–Ψ―¹–Μ–Β–¥–Ϋ–Β–≥–Ψ ―Ä–Β–Φ–Ψ–Ϋ―²–Α.
–ü–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ ―Ä–Α–±–Ψ―² –Ω–Ψ–¥―Ö–Ψ–¥–Η―² –¥–Μ―è –≤―¹–Β―Ö –¥–≤–Η–≥–Α―²–Β–Μ–Β–Ι –Δ4, R5 2.5 TDI
(ACV, AJT ,AHY, AXG, AYC, AYY, AXL, AUF.)
–î–Μ―è ―¹―É―â–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι ―ç–Κ–Ψ–Ϋ–Ψ–Φ–Η–Η –¥–Β–Ϋ–Β–≥ –Φ―΄ –Ω―Ä–Η―É―Ä–Ψ―΅–Η–Μ–Η ―Ä–Α–±–Ψ―²―΄ –Ω–Ψ ―Ä–Β–Φ–Ψ–Ϋ―²―É –≥–Ψ–Μ–Ψ–≤–Κ–Η –Κ ―Ä–Α–±–Ψ―²–Α–Φ –Ω–Ψ –Ζ–Α–Φ–Β–Ϋ–Β ―Ä–Β–Φ–Ϋ–Β–Ι –Ω―Ä–Η–≤–Ψ–¥–Α –™–†–€ –Η –Δ–ù–£–î.
–½–Α–±–Β–≥–Α―è –≤–Ω–Β―Ä–Β–¥, ―Ö–Ψ―΅―É ―¹–Κ–Α–Ζ–Α―²―¨, ―΅―²–Ψ ―ç―²–Α –Ω–Ψ–≥–Ψ–Ϋ―è –Ζ–Α ¬Ϊ–¥–≤―É–Φ―è –Ζ–Α–Ι―Ü–Α–Φ–Η¬Μ –Ϋ–Α–Φ ―É–¥–Α–Μ–Α―¹―¨.
–ü–Β―Ä–Β―Ö–Ψ–¥–Η–Φ –Κ –Ψ–Ω–Η―¹–Α–Ϋ–Η―é –Ω–Ψ–¥―Ä–Ψ–±–Ϋ–Ψ―¹―²–Β–Ι ―Ä–Β–Φ–Ψ–Ϋ―²–Α –™–ë–Π.
–ü–†–ï–î–Θ–ü–†–ï–•–î–ù–‰–ï:
–î–Μ―è –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ–Β–Ι ―¹ –Κ–Ψ–Ϋ–¥–Η―Ü–Η–Ψ–Ϋ–Β―Ä–Ψ–Φ ( –Κ–Μ–Η–Φ–Α―²-–Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Β–Φ) –Ω–Β―Ä–Β–¥ ―Ä–Α–Ζ–±–Ψ―Ä–Κ–Ψ–Ι –¥–≤–Η–≥–Α―²–Β–Μ―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―¹–Κ–Α―΅–Α―²―¨ ―Ö–Μ–Α–¥–Α–≥–Β–Ϋ―² –Η–Ζ ―¹–Η―¹―²–Β–Φ―΄ –Κ–Ψ–Ϋ–¥–Η―Ü–Η–Ψ–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è. –£ –Ω―Ä–Ψ―Ü–Β―¹―¹–Β ―Ä–Α–Ζ–±–Ψ―Ä–Κ–Η –±―É–¥–Β―² –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―Ä–Α–Ζ―ä–Β–¥–Η–Ϋ―è―²―¨ ―²―Ä―É–±–Κ–Η –Η –Φ–Α–≥–Η―¹―²―Ä–Α–Μ–Η –¥–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²–Η ―¹–Ϋ―è―²–Η―è –™–ë–Π ―¹ –¥–≤–Η–≥–Α―²–Β–Μ―è.
–ü–û–†–·–î–û–ö –£–Ϊ–ü–û–¦–ù–ï–ù–‰–· –†–ê–ë–û–Δ.
1. –Γ–Ϋ―è―²―¨ –Ψ–±–Α ―Ä–Β–Φ–Ϋ―è –Η ―Ä–Ψ–Μ–Η–Κ–Η, –Κ–Α–Κ –Ω―Ä–Η –Ζ–Α–Φ–Β–Ϋ–Β –™–†–€
https://vwts.ru/articles/engine/acv_zamena_grm.html
2. –Γ–Ϋ―è―²―¨ –≤–Α–Κ―É―É–Φ–Ϋ―΄–Ι –Ϋ–Α―¹–Ψ―¹ –≤–Φ–Β―¹―²–Β ―¹–Ψ ―à―²–Ψ–Κ–Ψ–Φ
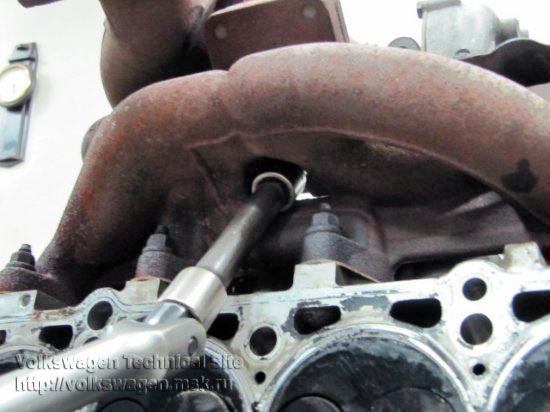
3. –Γ–Ϋ―è―²―¨ ―²–Ψ–Ω–Μ–Η–≤–Ϋ―΄–Β –Φ–Α–≥–Η―¹―²―Ä–Α–Μ–Η –≤―΄―¹–Ψ–Κ–Ψ–≥–Ψ –¥–Α–≤–Μ–Β–Ϋ–Η―è ―¹ –Ω–Ψ–Φ–Ψ―â―¨―é –Ϋ–Α–Κ–Η–¥–Ϋ–Ψ–≥–Ψ –Κ–Μ―é―΅–Α, –Μ―É―΅―à–Β S-–Ψ–±―Ä–Α–Ζ–Ϋ–Ψ–≥–Ψ, –Ϋ–Α 17 ―¹ –Ψ―²–Κ―Ä―΄―²―΄–Φ –Ζ–Β–≤–Ψ–Φ.
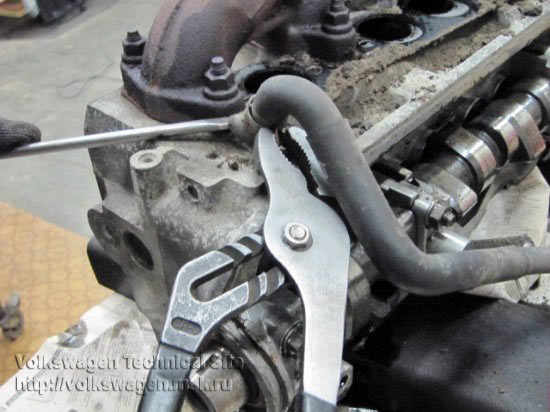
–Γ–Ϋ–Α―΅–Α–Μ–Α –Ψ―¹–Μ–Α–±–Μ―è―²―¨ –≥–Α–Ι–Κ–Η –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –Ϋ–Α ―³–Ψ―Ä―¹―É–Ϋ–Κ–Α―Ö, –Ζ–Α―²–Β–Φ –Ϋ–Α –Δ–ù–£–î. –€–Α–≥–Η―¹―²―Ä–Α–Μ–Η ―¹–Ϋ–Η–Φ–Α―²―¨ ―²–Ψ–Μ―¨–Κ–Ψ –≤ –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Β; ―³–Ψ―Ä–Φ―É –Η–Ζ–≥–Η–±–Ψ–≤ –Ϋ–Β –Η–Ζ–Φ–Β–Ϋ―è―²―¨.
4. –û―²–Κ―Ä―É―²–Η―²―¨ –±–Ψ–Μ―² –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è, ―¹–Ϋ―è―²―¨ ―³–Η–Κ―¹–Η―Ä―É―é―â―É―é ―¹–Κ–Ψ–±―É –Η –Η–Ζ–≤–Μ–Β―΅―¨ ―³–Ψ―Ä―¹―É–Ϋ–Κ–Η –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Η–Ϋ–Β―Ä―Ü–Η–Ψ–Ϋ–Ϋ–Ψ–≥–Ψ –Φ–Ψ–Μ–Ψ―²–Κ–Α. –Γ–Ψ–±–Μ―é–¥–Α―²―¨ –Ω―Ä–Η ―Ä–Α–±–Ψ―²–Β ―¹ ―³–Ψ―Ä―¹―É–Ϋ–Κ–Α–Φ–Η –Ϋ–Ψ―Ä–Φ―΄ ―΅–Η―¹―²–Ψ―²―΄ .
5. –Γ–Ϋ―è―²―¨ ―¹–Κ–Ψ–±―΄ –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –Ω―Ä–Η–Β–Φ–Ϋ–Ψ–Ι ―²―Ä―É–±―΄ –≥–Μ―É―à–Η―²–Β–Μ―è –Η –Ψ―²–≤–Β―¹―²–Η –Β–≥–Ψ –≤ ―¹―²–Ψ―Ä–Ψ–Ϋ―É.
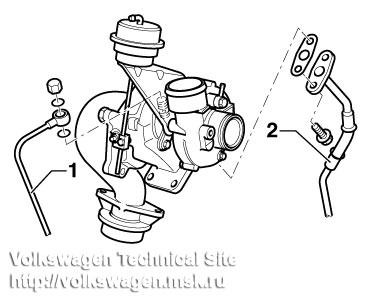
6. –û―²―¹–Ψ–Β–¥–Η–Ϋ–Η―²―¨ –Ω–Ψ–¥–Α―é―â―É―é -1- –Η –Ψ–±―Ä–Α―²–Ϋ―É―é -2- –Φ–Α―¹–Μ―è–Ϋ―΄–Β –Φ–Α–≥–Η―¹―²―Ä–Α–Μ–Η –Ψ―² ―²―É―Ä–±–Ψ–Ϋ–Α–≥–Ϋ–Β―²–Α―²–Β–Μ―è
7. –Γ–Ϋ―è―²―¨ –Κ–Ψ–Μ–Β–Ϋ–Ψ ―²―Ä―É–±–Ψ–Ω―Ä–Ψ–≤–Ψ–¥–Α -1-
 |
8. –Γ–Ϋ―è―²―¨ –≤–Ψ–¥―è–Ϋ–Ψ–Ι –Ω–Α―²―Ä―É–±–Ψ–Κ ―¹ –≥–Ψ–Μ–Ψ–≤–Κ–Η –≤–Φ–Β―¹―²–Β ―¹ ―²–Β–Φ–Ω–Β―Ä–Α―²―É―Ä–Ϋ―΄–Φ–Η –¥–Α―²―΅–Η–Κ–Α–Φ–Η .
9. –Γ–Ϋ―è―²―¨ –≥–Β–Ϋ–Β―Ä–Α―²–Ψ―Ä ―¹ –Κ―Ä–Ψ–Ϋ―à―²–Β–Ι–Ϋ–Α –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è, –Ψ―²–Κ–Μ―é―΅–Η―²―¨ –Ψ―² –Ϋ–Β–≥–Ψ –Ω―Ä–Ψ–≤–Ψ–¥–Κ―É –Η –Ψ―²–≤–Β―¹―²–Η –Β–≥–Ψ –≤ ―¹―²–Ψ―Ä–Ψ–Ϋ―É.
10. –û―²–Κ―Ä―É―²–Η―²―¨ –±–Ψ–Μ―² –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –Κ―Ä–Ψ–Ϋ―à―²–Β–Ι–Ϋ–Α –Κ –≥–Ψ–Μ–Ψ–≤–Κ–Β –±–Μ–Ψ–Κ–Α ( –Κ–Μ―é―΅ –Ϋ–Α 13 )
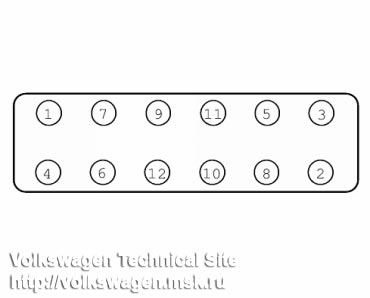
11. –û―²–Κ―Ä―É―²–Η―²―¨ –≥–Ψ–Μ–Ψ–≤–Κ―É –±–Μ–Ψ–Κ–Α. –ü―Ä–Η –Ψ―²–Κ―Ä―É―΅–Η–≤–Α–Ϋ–Η–Η –±–Ψ–Μ―²–Ψ–≤ –≥–Ψ–Μ–Ψ–≤–Κ–Η ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ ―¹–Ψ–±–Μ―é–¥–Α―²―¨ –Ω―Ä–Β–¥–Ω–Η―¹–Α–Ϋ–Ϋ―É―é –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨. –‰―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Ε–Β―¹―²–Κ–Η–Ι –≤–Ψ―Ä–Ψ―²–Ψ–Κ ―¹ ―É–¥–Μ–Η–Ϋ–Η―²–Β–Μ–Β–Φ –Ω–Ψ–¥―Ö–Ψ–¥―è―â–Β–Ι –¥–Μ–Η–Ϋ―΄.
–™–Ψ–Μ–Ψ–≤–Κ–Α –≤ ―¹–±–Ψ―Ä–Β ―¹–Ϋ―è―²–Α ―¹ –¥–≤–Η–≥–Α―²–Β–Μ―è .
–Δ–Β–Ω–Β―Ä―¨ –Φ–Ψ–Ε–Ϋ–Ψ –Ω―Ä–Η―¹―²―É–Ω–Η―²―¨ –Κ ―Ä–Α–Ζ–±–Ψ―Ä–Κ–Β βÄ™ ―¹–±–Ψ―Ä–Κ–Β –¥–Β―²–Α–Μ–Β–Ι –Η ―É–Ζ–Μ–Ψ–≤ –™–ë–Π, –Β–Β –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η―é –Η ―Ä–Β–Φ–Ψ–Ϋ―²―É .
–ü–†–ï–î–Θ–ü–†–ï–•–î–ï–ù–‰–ï !!!
–î–Μ―è –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η―è ―Ä–Β–Φ–Ψ–Ϋ―²–Α –≥–Ψ–Μ–Ψ–≤–Ψ–Κ –Ω―Ä–Η–Φ–Β–Ϋ―è–Β―²―¹―è –Δ–û–¦–§–ö–û –Γ–ü–ï–Π–‰–ê–¦–§–ù–Ϊ–ô –‰–ù–Γ–Δ–†–Θ–€–ï–ù–Δ, –ü–†–‰–Γ–ü–û–Γ–û–ë–¦–ï–ù–‰–· –‰ –û–ë–û–†–Θ–î–û–£–ê–ù–‰–ï .
–†–ê–½–ë–û–†–ö–ê –™–û–¦–û–£–ö–‰ :
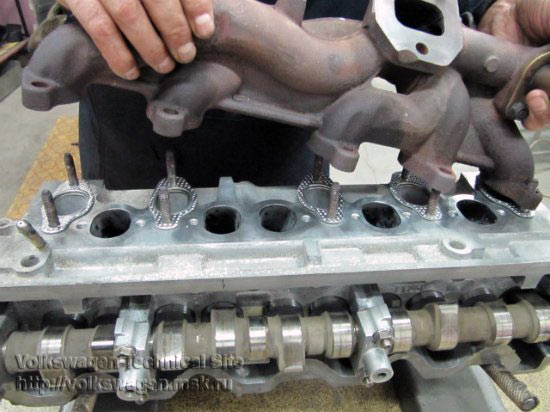
1.–Γ–Ϋ―è―²―¨ ―²―É―Ä–±–Η–Ϋ―É
2.–û―²–Κ―Ä―É―²–Η―²―¨ –≤–Ω―É―¹–Κ–Ϋ–Ψ–Ι –Η –≤―΄–Ω―É―¹–Κ–Ϋ–Ψ–Ι –Κ–Ψ–Μ–Μ–Β–Κ―²–Ψ―Ä
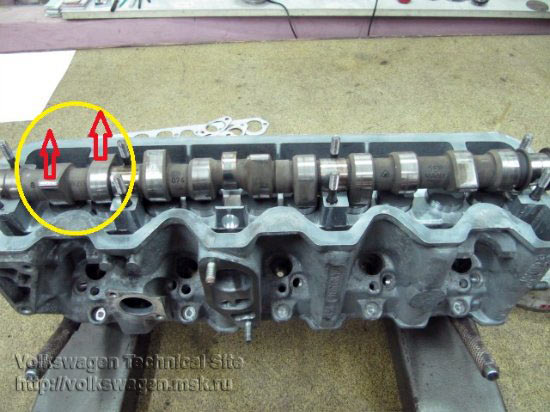
3.–Γ–Ϋ―è―²―¨ –Κ―Ä―΄―à–Κ–Η –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ–Α. –î–Μ―è ―ç―²–Ψ–≥–Ψ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ψ―²–Ω―É―¹―²–Η―²―¨ –Ω–Ψ–Ω–Β―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Κ―Ä–Β―¹―²-–Ϋ–Α–Κ―Ä–Β―¹―² ―¹–Ϋ–Α―΅–Α–Μ–Α –Κ―Ä―΄―à–Κ–Η –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Ψ–≤ 1 –Η 3, –Α –Ω–Ψ―²–Ψ–Φ –Ψ―²–Ω―É―¹―²–Η―²―¨ –Ω–Ψ–Ω–Β―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –Κ―Ä–Β―¹―²-–Ϋ–Α–Κ―Ä–Β―¹―² –Κ―Ä―΄―à–Κ–Η –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Ψ–≤ 2 –Η 4. –Γ–Ϋ―è―²―¨ ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ –Η –Β–≥–Ψ ―¹–Α–Μ―¨–Ϋ–Η–Κ–Η
4.–‰–Ζ–≤–Μ–Β―΅―¨ –≥–Η–¥―Ä–Ψ–Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Α―²–Ψ―Ä―΄. –ù–Β –Ω―Ä–Η–Μ–Α–≥–Α―²―¨ –±–Ψ–Μ―¨―à–Η―Ö ―É―¹–Η–Μ–Η–Ι –Ω―Ä–Η –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η–Η –¥–Α–Ϋ–Ϋ–Ψ–Ι –Ψ–Ω–Β―Ä–Α―Ü–Η–Η. –ü―Ä–Η –Ω–Ψ–¥–Κ–Μ–Η–Ϋ–Η–≤–Α–Ϋ–Η–Η βÄ™ –Ω―Ä–Ψ–≤–Ψ―Ä–Α―΅–Η–≤–Α―²―¨ –≤–Ψ–Κ―Ä―É–≥ ―¹–≤–Ψ–Β–Ι –Ψ―¹–Η –Η –Ψ–¥–Ϋ–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ –¥–≤–Η–≥–Α―²―¨―¹―è –≤–≤–Β―Ä―Ö.
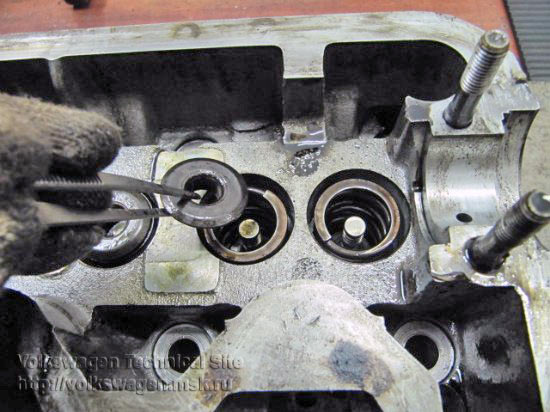
5. –û―²–Κ―Ä―É―²–Η―²―¨ ―¹–≤–Β―΅–Η –Ϋ–Α–Κ–Α–Μ–Η–≤–Α–Ϋ–Η―è –Η ―¹–Ϋ―è―²―¨ –Ψ–Ω–Ψ―Ä–Ϋ―΄–Β ¬Ϊ–±–Ψ―΅–Ψ–Ϋ–Κ–Η¬Μ –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è ―³–Ψ―Ä―¹―É–Ϋ–Ψ–Κ.
6. ¬Ϊ–†–Α―¹―¹―É―Ö–Α―Ä–Η―²―¨¬Μ –Η ―¹–Ϋ―è―²―¨ –Κ–Μ–Α–Ω–Α–Ϋ―΄, ―Ä–Α–Ζ–Μ–Ψ–Ε–Η―²―¨ –Ω–Ψ –Ϋ–Ψ–Φ–Β―Ä–Α–Φ, –Ϋ–Β –Ω–Β―Ä–Β–Ω―É―²–Α―²―¨ –¥–Β―²–Α–Μ–Η.
7. –ù–Β ¬Ϊ―Ä–Α―¹―¹―É―Ö–Α―Ä–Η–≤–Α―²―¨¬Μ –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä–Β–Ζ–Κ–Ψ–≥–Ψ ―É–¥–Α―Ä–Α –Φ–Ψ–Μ–Ψ―²–Κ–Ψ–Φ ―΅–Β―Ä–Β–Ζ ―¹–≤–Β―΅–Ϋ–Ψ–Ι ( ―¹–Ψ–≤–Β―²―¹–Κ–Η–Ι, –Ε–Η–≥―É–Μ–Β–≤―¹–Κ–Η–Ι ) –Κ–Μ―é―΅, –≤–Ψ –Η–Ζ–±–Β–Ε–Α–Ϋ–Η–Β –≥–Μ―É–±–Ψ–Κ–Η―Ö –Ζ–Α–¥–Η―Ä–Ψ–≤ –Ϋ–Α ―¹―²–Β―Ä–Ε–Ϋ–Β –Κ–Μ–Α–Ω–Α–Ϋ–Α .
8. –Γ–Ϋ―è―²―¨ ―¹–Α–Μ―¨–Ϋ–Η–Κ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Φ–Η –Κ–Μ–Β―â–Α–Φ–Η –Η–Μ–Η ―Ü–Α–Ϋ–≥–Ψ–≤―΄–Φ –Η–Ϋ–Β―Ä―Ü–Η–Ψ–Ϋ–Ϋ―΄–Φ ―¹―ä–Β–Φ–Ϋ–Η–Κ–Ψ–Φ.
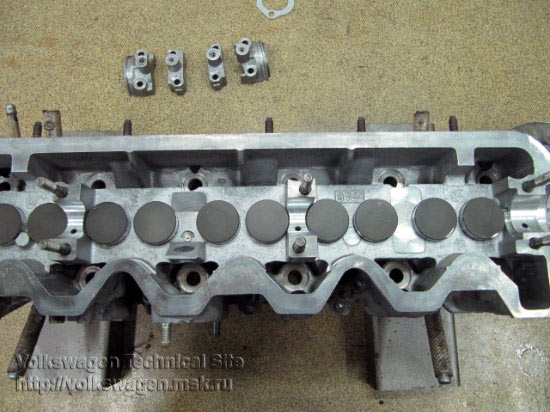
9. –™–Ψ–Μ–Ψ–≤–Κ–Α ―Ä–Α–Ζ–Ψ–±―Ä–Α–Ϋ–Α. –û―¹–Φ–Α―²―Ä–Η–≤–Α–Β–Φ –¥–Β―²–Α–Μ–Η –Η –Ψ―Ü–Β–Ϋ–Η–≤–Α–Β–Φ ―¹―²–Α–Ω–Β–Ϋ―¨ –Η―Ö –Η–Ζ–Ϋ–Ψ―¹–Α.
–û―²–Φ―΄–≤–Α–Β–Φ –Η ―΅–Η―¹―²–Η–Φ –≤―¹–Β –¥–Β―²–Α–Μ–Η –≥–Ψ–Μ–Ψ–≤–Κ–Η.
–†–ï–€–û–ù–Δ –î–ï–Δ–ê–¦–ï–ô –™–ë–Π
1.–ü–Β―Ä–Β–¥ ―Ä–Β–Φ–Ψ–Ϋ―²–Ψ–Φ ―³–Α―¹–Ψ–Κ –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤ –Ϋ–Α–¥–Ψ –Ψ―Ü–Β–Ϋ–Η―²―¨ –Η–Ζ–Ϋ–Ψ―¹ ―¹―²–Β―Ä–Ε–Ϋ―è. –î–Ψ–Ω―É―¹―²–Η–Φ–Α―è –Ϋ–Ψ―Ä–Φ–Α ―Ä–Α–Ζ–±–Β–≥–Α –Ω–Ψ –¥–Η–Α–Φ–Β―²―Ä―É = 0.03 –Φ–Φ. –ü―Ä–Β–≤―΄―à–Β–Ϋ–Η–Β ―ç―²–Ψ–≥–Ψ –Η–Ζ–Ϋ–Ψ―¹–Α –¥–Β–Μ–Α–Β―² –Ϋ–Β―Ü–Β–Μ–Β―¹–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄–Φ ―Ä–Β–Φ–Ψ–Ϋ―² –Κ–Μ–Α–Ω–Α–Ϋ–Α. –Δ–Α–Κ–Ψ–Ι –Κ–Μ–Α–Ω–Α–Ϋ –Ω–Ψ–¥–Μ–Β–Ε–Η―² –Ζ–Α–Φ–Β–Ϋ–Β –Ϋ–Α –Ϋ–Ψ–≤―΄–Ι.
–£ –Ϋ–Α―à–Β–Φ ―¹–Μ―É―΅–Α–Β –Η–Ζ–Ϋ–Ψ―¹ ―¹―²–Β―Ä–Ε–Ϋ―è –≤–Ω―É―¹–Κ–Ϋ–Ψ–≥–Ψ –Κ–Μ–Α–Ω–Α–Ϋ –¥–Ψ―¹―²–Η–≥–Α–Μ 0.04 –Φ–Φ, –Α –≤―΄–Ω―É―¹–Κ–Ϋ–Ψ–≥–Ψ βÄ™ 0.05 –Φ–Φ. –ö―Ä–Ψ–Φ–Β ―ç―²–Ψ–≥–Ψ –Η–Ζ–Ϋ–Ψ―¹ ―²–Α―Ä–Β–Μ–Κ–Η –≤―¹–Β―Ö –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤ –±―΄–Μ –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ―΄–Φ.
–£―΄–≤–Ψ–¥ βÄ™ –Ζ–Α–Φ–Β–Ϋ–Α –≤―¹–Β―Ö –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤ –Ϋ–Α –Ϋ–Ψ–≤―΄–Β.
3. –€–Ψ–Β–Φ –Κ–Ψ―Ä–Ω―É―¹ –≥–Ψ–Μ–Ψ–≤–Κ–Η –±–Μ–Ψ–Κ–Α
4. –ü―Ä–Ψ–≤–Β―Ä―è–Β–Φ –±–Η–Β–Ϋ–Η–Β –Κ–Μ–Α–Ω–Α–Ϋ–Α –≤ –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Β–Ι –≤―²―É–Μ–Κ–Β .
–û―Ü–Β–Ϋ–Κ–Α –Η–Ζ–Ϋ–Ψ―¹–Α –¥–Α–Ε–Β " –Ϋ–Α –≥–Μ–Α–Ζ" –Ω–Ψ–Κ–Α–Ζ–Α–Μ–Α, ―΅―²–Ψ –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η–Β –≤―²―É–Μ–Κ–Η –Η–Ζ–Ϋ–Ψ―à–Β–Ϋ―΄ –Ϋ–Β–Φ–Ϋ–Ψ–≥–Ψ –±–Ψ–Μ―¨―à–Β ―΅–Β–Φ –Ϋ–Α 2/3 –¥–Ψ–Ω―É―¹–Κ–Α. –Γ–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ –Ψ–Ϋ–Η –Ω–Ψ–¥–Μ–Β–Ε–Η―² –Ζ–Α–Φ–Β–Ϋ–Β –Ϋ–Α –Ϋ–Ψ–≤―΄–Β.
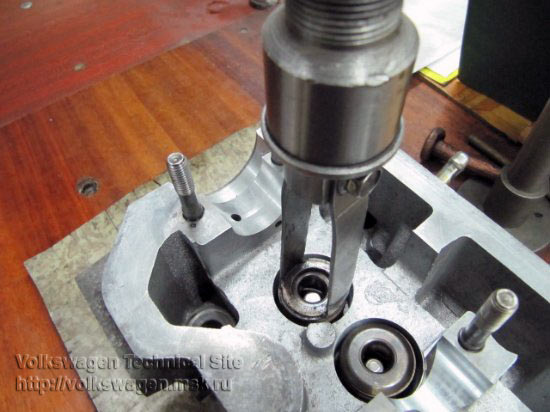
5. –½–Α–Φ–Β–Ϋ–Α –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Β–Ι –Ω―Ä–Ψ–Η―¹―Ö–Ψ–¥–Η―² –Ω–Ψ –Ψ–±―΄―΅–Ϋ–Ψ–Ι ―¹―Ö–Β–Φ–Β : –Ϋ–Α–≥―Ä–Β–≤ –≥–Ψ–Μ–Ψ–≤–Κ–Η –¥–Ψ 100-120 –≥―Ä–Α–¥―É―¹–Ψ–≤, –Ψ―Ö–Μ–Α–Ε–¥–Β–Ϋ–Η–Β –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η―Ö –≤―²―É–Μ–Ψ–Κ, ―¹–Ϋ―è―²–Η–Β ―¹―²–Α―Ä―΄―Ö –Η –Ζ–Α–Ω―Ä–Β―¹―¹–Ψ–≤–Κ–Α –Ϋ–Ψ–≤―΄―Ö –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η―Ö –≤―²―É–Μ–Ψ–Κ, –Ψ―¹―²―΄–≤–Α–Ϋ–Η–Β –≥–Ψ–Μ–Ψ–≤–Κ–Η –Β―¹―²–Β―¹―²–≤–Β–Ϋ–Ϋ―΄–Φ –Ω―É―²–Β–Φ.
6. –î–Μ―è –Ζ–Α–Ω―Ä–Β―¹―¹–Ψ–≤–Κ–Η –≥–Ψ―²–Ψ–≤–Η–Φ –Ω―Ä–Η―¹–Ω–Ψ―¹–Ψ–±–Μ–Β–Ϋ–Η―è : –£―΄–Κ–Ψ–Μ–Ψ―²–Κ–Α, –¥–Η―¹―²–Α–Ϋ―Ü–Η–Ψ–Ϋ–Ϋ–Α―è –≤―²―É–Μ–Κ–Α, –Ω–Η–Ϋ―Ü–Β―², –Κ―É–≤–Α–Μ–¥–Α ―¹―Ä–Β–¥–Ϋ–Η―Ö ―Ä–Α–Ζ–Φ–Β―Ä–Ψ–≤
–£–ù–‰–€–ê–ù–‰–ï ! –î–Β―²–Α–Μ–Η –Ψ―΅–Β–Ϋ―¨ –≥–Ψ―Ä―è―΅–Η–Β –Η ―Ö–Ψ–Μ–Ψ–¥–Ϋ―΄–Β. –Γ–Ψ–±–Μ―é–¥–Α―²―¨ –Φ–Β―Ä―΄ ―²–Β―Ö–Ϋ–Η–Κ–Η –±–Β–Ζ–Ψ–Ω–Α―¹–Ϋ–Ψ―¹―²–Η , –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α―²―¨ –Ω―Ä–Ψ―΅–Ϋ―΄–Β –Ω–Β―Ä―΅–Α―²–Κ–Η. –û―¹―²–Β―Ä–Β–≥–Α―²―¨―¹―è –Ψ–Ε–Ψ–≥–Ψ–≤!
–≠―²–Α –Ψ–Ω–Β―Ä–Α―Ü–Η―è ―²―Ä–Β–±―É–Β―² –Ψ–Ω―Ä–Β–¥–Β–Μ–Β–Ϋ–Ϋ–Ψ–Ι –Κ–≤–Α–Μ–Η―³–Η–Κ–Α―Ü–Η–Η –Η―¹–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―è, ―²–Α–Κ –Κ–Α–Κ –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―Ä–Α–±–Ψ―²–Α―²―¨ –±―΄―¹―²―Ä–Ψ –Η –Φ–Α–Κ―¹–Η–Φ–Α–Μ―¨–Ϋ–Ψ ―²–Ψ―΅–Ϋ–Ψ ―¹–Ψ–±–Μ―é–¥–Α―²―¨ –≤–Β―Ä―²–Η–Κ–Α–Μ―¨–Ϋ―É―é –Ψ―¹―¨ –Ζ–Α–Ω―Ä–Β―¹―¹–Ψ–≤–Κ–Η ―¹–Β–¥–Μ–Α –Κ–Μ–Α–Ω–Α–Ϋ–Α –Η –Ϋ–Ψ–≤–Ψ–Ι –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Β–Ι –≤―²―É–Μ–Κ–Η.
–ü–Ψ―¹–Μ–Β –Ψ―¹―²―΄–≤–Α–Ϋ–Η―è –≥–Ψ–Μ–Ψ–≤–Ψ–Κ –Ω―Ä–Η―¹―²―É–Ω–Α–Β–Φ –Κ ―Ä–Β–Φ–Ψ–Ϋ―²―É –Η –≤–Ψ―¹―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Η―é –≥–Β–Ψ–Φ–Β―²―Ä–Η–Η ―¹–Β–¥–Β–Μ –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤.
7. –‰–Ζ–Φ–Β―Ä―è–Β–Φ –Η –Ζ–Α–Ω–Η―¹―΄–≤–Α–Β–Φ –¥–Η–Α–Φ–Β―²―Ä―΄ ―¹―²–Β―Ä–Ε–Ϋ–Β–Ι –≤―¹–Β―Ö –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤. –€―΄ –≤―΄–±―Ä–Α–Μ–Η –Ϋ–Ψ–≤―΄–Β –Κ–Μ–Α–Ω–Α–Ϋ―΄ ―³–Η―Ä–Φ―΄ Freccia. –Ξ–Ψ―Ä–Ψ―à–Η–Β ―²–Β―Ö–Ϋ–Η―΅–Β―¹–Κ–Η–Β –¥–Α–Ϋ–Ϋ―΄–Β –Η –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ―¹―²―¨ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―è –Ω―Ä–Ψ–≤–Β―Ä–Β–Ϋ–Α –≥–Ψ–¥–Α–Φ–Η –Ω―Ä–Α–Κ―²–Η–Κ–Η. –î–Α –Η ―Ü–Β–Ϋ–Α –≤–Ω–Ψ–Μ–Ϋ–Β ―Ä–Α–Ζ―É–Φ–Ϋ–Α―è.
8. –ù–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ψ–±–Β―¹–Ω–Β―΅–Η―²―¨ ―Ä–Α–±–Ψ―΅–Η–Ι –Ζ–Α–Ζ–Ψ―Ä –Φ–Β–Ε–¥―É –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Β–Ι –≤―²―É–Μ–Κ–Ψ–Ι –Η ―¹―²–Β―Ä–Ε–Ϋ–Β–Φ –Κ–Μ–Α–Ω–Α–Ϋ–Α.
–€–Η–Ϋ–Η–Φ–Α–Μ―¨–Ϋ―΄–Ι –Ζ–Α–Ζ–Ψ―Ä –¥–Ψ–Μ–Ε–Β–Ϋ –±―΄―²―¨ :
–≤–Ω―É―¹–Κ = 0.03 –Φ–Φ ,
–≤―΄–Ω―É―¹–Κ = 0,04 –Φ–Φ.
–î–Μ―è ―ç―²–Ψ–≥–Ψ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ ―Ä–Α–Ζ–≤–Β―Ä―²–Κ–Η ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä–Α ―¹ –¥–Μ–Η–Ϋ–Ψ–Ι ―Ä–Α–±–Ψ―΅–Β–Ι ―΅–Α―¹―²–Η –Ϋ–Β –Φ–Β–Ϋ–Β–Β 100 –Φ–Φ.
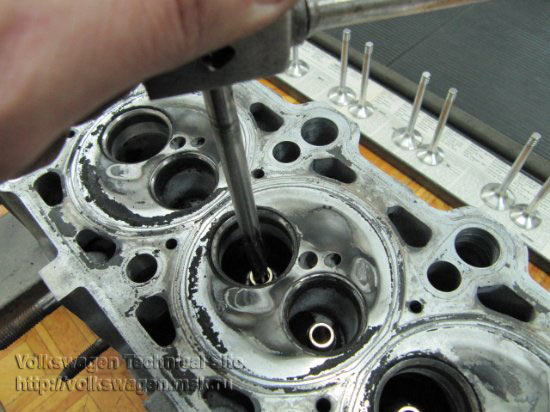
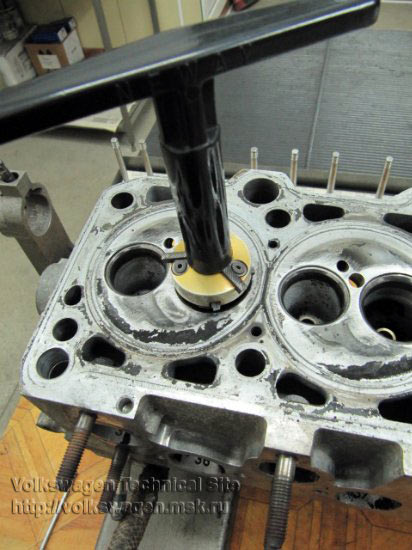
9. –ü―Ä–Η―¹―²―É–Ω–Α–Β–Φ –Κ ―Ä–Β–Φ–Ψ–Ϋ―²―É ―¹–Β–¥–Β–Μ .
–‰―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ –¥–Μ―è ―ç―²–Ψ–≥–Ψ –Ω–Η–Μ–Ψ―²―΄ –Η ―³―Ä–Β–Ζ―΄ ―¹ ―Ä–Α–Ζ–Ϋ―΄–Φ–Η ―É–≥–Μ–Α–Φ–Η. –ü–Η–Μ–Ψ―²―΄ –Φ–Ψ–≥―É―² –±―΄―²―¨ ―Ä–Α–Ζ–Ε–Η–Φ–Ϋ―΄–Β (―Ü–Α–Ϋ–≥–Ψ–≤―΄–Β) –Η–Μ–Η –Κ–Ψ–Ϋ―É―¹–Ϋ―΄–Β.
–£ –Ϋ–Α―à–Β–Φ ―¹–Μ―É―΅–Α–Β –¥–Η–Α–Φ–Β―²―Ä ―¹―²–Β―Ä–Ε–Ϋ―è –Ω–Η–Μ–Ψ―²–Α ―¹–Ψ―¹―²–Α–≤–Μ―è–Β―² 7.96 / 7.98 / 8.00 –Φ–Φ.
–Λ―Ä–Β–Ζ―΄ –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ –¥–≤―É―Ö―¹―²–Ψ―Ä–Ψ–Ϋ–Ϋ–Η–Β, ―Ä–Α–Ζ–Ϋ―΄―Ö –¥–Η–Α–Φ–Β―²―Ä–Ψ–≤ –¥–Μ―è –Φ–Α–Μ―΄―Ö –Η –±–Ψ–Μ―¨―à–Η―Ö ―¹–Β–¥–Β–Μ.
–û–¥–Ϋ–Α ―³―Ä–Β–Ζ–Α –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β―² ―É–≥–Ψ–Μ ―¹–Β–¥–Μ–Α 15 * 60 –≥―Ä–Α–¥―É―¹–Ψ–≤, –¥―Ä―É–≥–Α―è - 30 * 45 –≥―Ä–Α–¥―É―¹–Ψ–≤.
–ü―Ä–Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β ―¹–Β–¥–Β–Μ –Ϋ–Α―à–Α –Ζ–Α–¥–Α―΅–Α –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ–Η―Ä–Ψ–≤–Α―²―¨ –¥–Η–Α–Φ–Β―²―Ä –Η ―à–Η―Ä–Η–Ϋ―É –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β–Φ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η. –ù–Β –¥–Ψ–Ω―É―¹–Κ–Α―²―¨ –±–Ψ–Κ–Ψ–≤–Ψ–Ι –Ϋ–Α–≥―Ä―É–Ζ–Κ–Η –Ϋ–Α –Ω–Η–Μ–Ψ―² –Η ―ç–Μ–Μ–Η–Ω―¹–Ϋ–Ψ―¹―²―¨ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η.
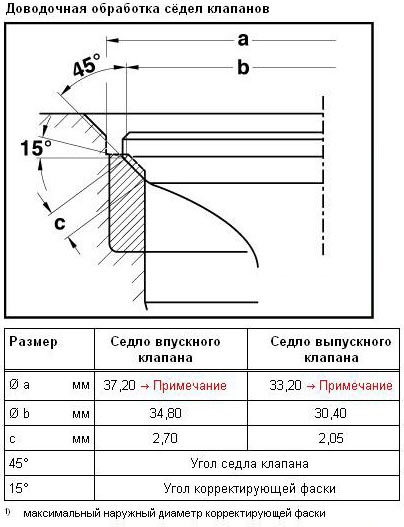
–†–Α–Ζ–Φ–Β―Ä―΄ ―¹–Β–¥–Β–Μ –Ω–Ψ―¹–Μ–Β –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –¥–Ψ–Μ–Ε–Ϋ―΄ –±―΄―²―¨ ―²–Α–Κ–Η–Φ–Η :
–®–Η―Ä–Η–Ϋ–Α ―Ä–Α–±–Ψ―΅–Β–Ι ―³–Α―¹–Κ–Η 45 –≥―Ä–Α–¥―É―¹–Ψ–≤ ―¹–Β–¥–Μ–Α –Κ–Μ–Α–Ω–Α–Ϋ–Α –¥–Ψ–Μ–Ε–Ϋ–Α –±―΄―²―¨ :
–≤–Ω―É―¹–Κ = 2.70 –Φ–Φ –≤―΄–Ω―É―¹–Κ = 2.05 –Φ–Φ .
10.–ü–Ψ―¹–Μ–Β –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―¹–Β–¥–Β–Μ –Ω―Ä–Η―²–Η―Ä–Κ–Α –Ϋ–Β ―²―Ä–Β–±―É–Β―²―¹―è, –Ϋ–Ψ –Φ―΄ –Β–Β –Ω―Ä–Ψ–≤–Β–¥–Β–Φ –¥–Μ―è –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―è ―¹–≤–Ψ–Η―Ö ―¹–Ψ–±―¹―²–≤–Β–Ϋ–Ϋ―΄―Ö –¥–Β–Ι―¹―²–≤–Η–Ι . –Δ–Β–Φ –±–Ψ–Μ–Β–Β, ―΅―²–Ψ –Φ–Η–Μ–Μ–Η–Ψ–Ϋ―΄ ―¹–Ψ–≤–Β―²―¹–Κ–Η―Ö –Α–≤―²–Ψ–Μ―é–±–Η―²–Β–Μ–Β–Ι –Ω―Ä–Η–≤―΄–Κ–Μ–Η –Κ –Φ–Α―²–Ψ–≤–Ψ–Φ―É –Ω–Ψ―è―¹–Κ―É –Ϋ–Α –Κ–Μ–Α–Ω–Α–Ϋ–Β –Η ―¹–Β–¥–Μ–Β, –Κ–Ψ―²–Ψ―Ä―΄–Ι –≤―¹–Β–Μ―è–Β―² ―É–≤–Β―Ä–Β–Ϋ–Ϋ–Ψ―¹―²―¨ –≤ –Η―Ö –¥―É―à–Η.
11. –ü―Ä–Ψ–≤–Ψ–¥–Η–Φ –Κ–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ―É―é –Ω―Ä–Η―²–Η―Ä–Κ―É ( 10-15 ―¹–Β–Κ―É–Ϋ–¥ ) –¥–Μ―è –Ω―Ä–Ψ–≤–Β―Ä–Κ–Η –Ω―è―²–Ϋ–Α –Κ–Ψ–Ϋ―²–Α–Κ―²–Α –Φ–Β–Ε–¥―É ―¹–Β–¥–Μ–Ψ–Φ –Η –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–Φ. –½–Α ―ç―²–Ψ –≤―Ä–Β–Φ―è –Ω–Ψ–Μ―É―΅–Α–Β–Φ –Η –≤–Η–Ζ―É–Α–Μ―¨–Ϋ–Ψ –≤–Η–¥–Η–Φ –Φ–Α―²–Ψ–≤―΄–Ι –Ω–Ψ―è―¹–Ψ–Κ –Ϋ–Α ―Ä–Α–±–Ψ―΅–Η―Ö ―³–Α―¹–Κ–Α―Ö ―¹–Β–¥–Μ–Α –Η –Κ–Μ–Α–Ω–Α–Ϋ–Α.
–ü―Ä–Η –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Β –≥–Ψ–Μ–Ψ–≤–Ψ–Κ –Ϋ–Α –≤―΄―¹–Ψ–Κ–Ψ―²–Ψ―΅–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö ―ç―²–Α –Ω―Ä–Ψ–≤–Β―Ä–Κ–Α –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –≤–Α–Κ―É―É–Φ - ―²–Β―¹―²–Β―Ä–Α.
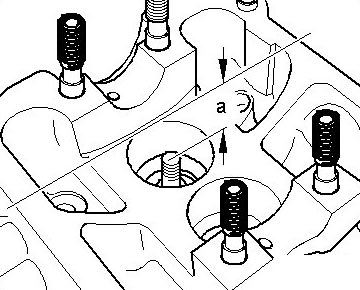
12. –ü―Ä–Η―¹―²―É–Ω–Α–Β–Φ –Κ –Ω―Ä–Ψ–≤–Β―Ä–Κ–Β ―É―²–Ψ–Ω–Α–Ϋ–Η―è –Κ–Μ–Α–Ω–Α–Ϋ–Α βÄ™ ―Ä–Α–Ζ–Φ–Β―Ä ¬Ϊ –ê¬Μ. –≠―²–Α –Ψ–Ω–Β―Ä–Α―Ü–Η―è –Ω―Ä–Ψ–≤–Ψ–¥–Η―²―¹―è –¥–Μ―è –Ψ–±–Β―¹–Ω–Β―΅–Β–Ϋ–Η―è ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η―è –¥–Μ―è ―Ä–Α–±–Ψ―²―΄ –≥–Η–¥―Ä–Ψ–Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Α―²–Ψ―Ä–Α.
–†–Α–Ζ–Φ–Β―Ä ¬Ϊ–ê¬Μ –¥–Μ―è –¥–≤–Η–≥–Α―²–Β–Μ―è –≤–Ω―É―¹–Κ = 35.80 –Φ–Φ –≤―΄–Ω―É―¹–Κ = 36.10 –Φ–Φ –Η–Μ–Η –±–Ψ–Μ―¨―à–Β ―ç―²–Η―Ö –Ζ–Ϋ–Α―΅–Β–Ϋ–Η–Ι.
–ü―Ä–Η –Φ–Β–Ϋ―¨―à–Β–Φ ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Η –¥–Ψ ―²–Ψ―Ä―Ü–Α ―¹―²–Β―Ä–Ε–Ϋ―è –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ω–Ψ–¥―Ä–Β–Ζ–Α―²―¨ ―¹―²–Β―Ä–Ε–Β–Ϋ―¨ –Ϋ–Α –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–Β ―Ä–Α―¹―¹―²–Ψ―è–Ϋ–Η–Β. –£ –Ϋ–Α―à–Β–Φ ―¹–Μ―É―΅–Α–Β –≤―¹–Β ―Ä–Α–Ζ–Φ–Β―Ä―΄ –≤ –Ϋ–Ψ―Ä–Φ–Β.
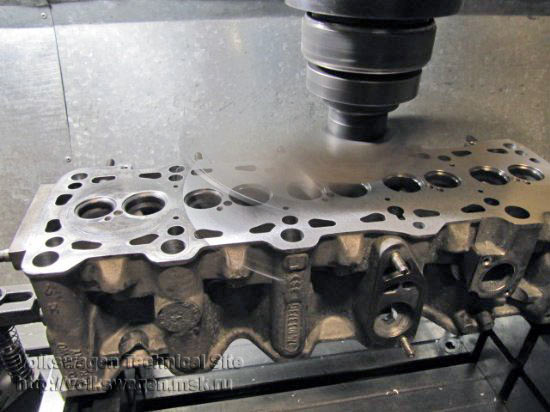
–Λ―Ä–Β–Ζ–Β―Ä–Ψ–≤–Κ–Α –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η –≥–Ψ–Μ–Ψ–≤–Κ–Η
–Γ―Ö–Β–Φ–Α –Ω―Ä–Ψ–≤–Β–¥–Β–Ϋ–Η―è ―Ä–Α–±–Ψ―² –Ω–Ψ ―³―Ä–Β–Ζ–Β―Ä–Ψ–≤–Κ–Β ―²–Α–Κ–Α―è:
- –Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Α –Ψ–Ω–Ψ―Ä–Ϋ–Ψ–Ι –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η
- –Ζ–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η–Β –≥–Ψ–Μ–Ψ–≤–Κ–Η –Ϋ–Α ―¹―²–Α–Ϋ–Η–Ϋ–Β ―¹―²–Α–Ϋ–Κ–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ζ–Α–Ε–Η–Φ–Ψ–≤
- ―³―Ä–Β–Ζ–Β―Ä–Ψ–≤–Κ–Α –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η
–ü–Β―Ä–≤–Ψ–Ϋ–Α―΅–Α–Μ―¨–Ϋ–Α―è –Ω–Ψ–¥–Α―΅―É ―Ä–Β–Ζ―Ü–Α –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β–Φ –Ϋ–Α 0.03 –Φ–Φ –Ψ―² –Κ–Α―¹–Α–Ϋ–Η―è. –î–Α–Μ―¨―à–Β –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è ―Ä–Α–≤–Ϋ–Ψ–Φ–Β―Ä–Ϋ–Α―è –Ω–Ψ–¥–Α―΅–Α ―Ä–Β–Ζ―Ü–Α –¥–Ψ –≤―΄―Ä–Α–≤–Ϋ–Η–≤–Α–Ϋ–Η―è –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η.
–£ –Ϋ–Α―à–Β–Φ ―¹–Μ―É―΅–Α–Β –Ψ–±―΄―΅–Ϋ–Α―è ―¹―Ö–Β–Φ–Α –¥–Β–Ι―¹―²–≤–Η–Ι –Ϋ–Α–Φ –Ϋ–Β –Ω–Ψ–¥―Ö–Ψ–¥–Η―² –Η–Ζ-–Ζ–Α –Ω―Ä–Β–¥–Β–Μ―¨–Ϋ–Ψ–≥–Ψ ―É―²–Ψ–Ω–Α–Ϋ–Η―è ―²–Α―Ä–Β–Μ–Κ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η –≥–Ψ–Μ–Ψ–≤–Κ–Η.
–ß―²–Ψ–±―΄ –Η―¹–Ω―Ä–Α–≤–Η―²―¨ ―¹–Η―²―É–Α―Ü–Η―é –Η –Ϋ–Β ―²―Ä–Α―²–Η―²―¨ –Μ–Η―à–Ϋ–Β–Β –≤―Ä–Β–Φ―è –±―΄–Μ–Ψ –Ω―Ä–Η–Ϋ―è―²–Ψ ―Ä–Β―à–Β–Ϋ–Η–Β ―¹―Ä–Α–Ζ―É ―¹―Ä–Β–Ζ–Α―²―¨ ―¹ –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η 0.10 –Φ–Φ.
–î–Α–Μ―¨–Ϋ–Β–Ι―à–Α―è –Ω–Ψ–¥–Α―΅–Α ―Ä–Β–Ζ―Ü–Α –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Ϋ–Α 0.03 –Φ–Φ –¥–Ψ –¥–Ψ―¹―²–Η–Ε–Β–Ϋ–Η―è –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ–≥–Ψ ―Ä–Α–Ζ–Φ–Β―Ä–Α –≤―΄―¹―²―É–Ω–Α–Ϋ–Η―è ―²–Α―Ä–Β–Μ–Κ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Α.
–£―¹–Β–≥–Ψ –™–ë–Π –±―΄–Μ–Α ―³―Ä–Β–Ζ–Β―Ä–Ψ–≤–Α–Ϋ–Α = 0.15 –Φ–Φ.
–Γ–ë–û–†–ö–ê –™–û–¦–û–£–ö–‰ :
–û–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ―É―é ―¹–±–Ψ―Ä–Κ―É –≥–Ψ–Μ–Ψ–≤–Ψ–Κ –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Φ –≤ –Ψ–±―Ä–Α―²–Ϋ–Ψ–Ι –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η.
–‰―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ –Ϋ–Ψ–≤―΄–Β –¥–Β―²–Α–Μ–Η –Η –Ω―Ä–Ψ–Κ–Μ–Α–¥–Κ–Η.
–ü―Ä–Η –≤―΄–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η–Η ―¹–±–Ψ―Ä–Κ–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ ―É―΅–Η―²―΄–≤–Α―²―¨ ―¹–Ω–Β―Ü–Η―³–Η―΅–Β―¹–Κ―É―é –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η―é –¥–Η–Ζ–Β–Μ―¨–Ϋ–Ψ–Ι –≥–Ψ–Μ–Ψ–≤–Κ–Η ―ç―²–Ψ–≥–Ψ –Ω–Ψ–Κ–Ψ–Μ–Β–Ϋ–Η―è –¥–≤–Η–≥–Α―²–Β–Μ–Β–Ι.
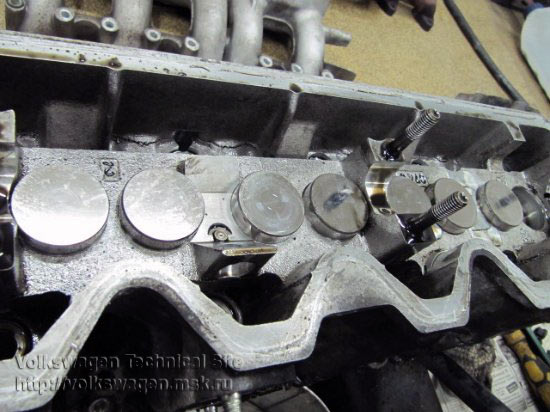
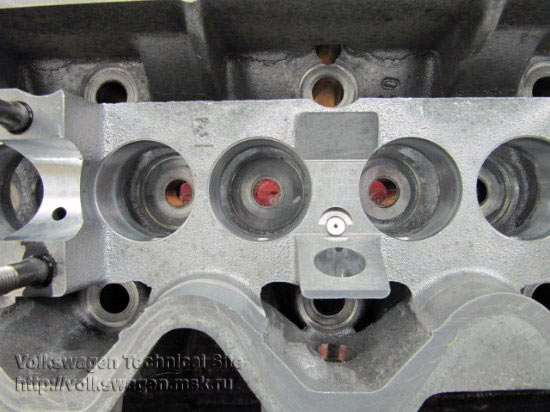
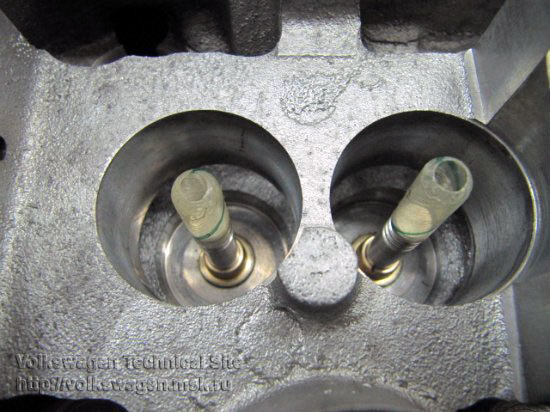
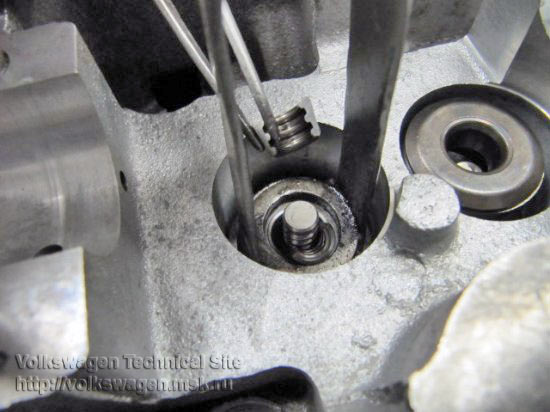
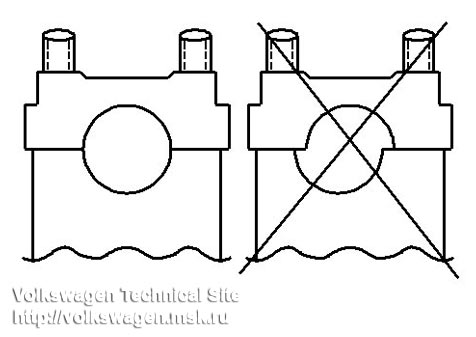
1.–£–Α–Ε–Ϋ–Ψ–Ι –Ψ–Ω–Β―Ä–Α―Ü–Η–Β–Ι ―è–≤–Μ―è–Β―²―¹―è –Ω―Ä–Ψ–≤–Β―Ä–Κ–Α –≤―΄―¹―²―É–Ω–Α–Ϋ–Η―è ―²–Α―Ä–Β–Μ–Κ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ϋ–Α–¥ –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²―¨―é.
–û―² –Ϋ–Β–≥–Ψ –Ζ–Α–≤–Η―¹–Η―² –Ϋ–Α–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η–Β ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α, –Κ–Α―΅–Β―¹―²–≤–Ψ ―¹–Φ–Β―¹–Β–Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è, ―¹–Κ–Ψ―Ä–Ψ―¹―²―¨ –Ψ―²–≤–Ψ–¥–Α –≤―΄―Ö–Μ–Ψ–Ω–Ϋ―΄―Ö –≥–Α–Ζ–Ψ–≤, ―¹―²–Α–±–Η–Μ―¨–Ϋ–Α―è ―Ä–Α–±–Ψ―²–Α –¥–≤–Η–≥–Α―²–Β–Μ―è .
–£–ü–Θ–Γ–ö–ù–û–ô –ö–¦–ê–ü–ê–ù
–£–Ϊ–ü–Θ–Γ–ö–ù–û–ô –ö–¦–ê–ü–ê–ù
–ö–Ψ–Ϋ―²―Ä–Ψ–Μ―¨–Ϋ―΄–Β ―Ü–Η―³―Ä―΄ –£–Ϊ–Γ–Δ–Θ–ü–ê–ù–‰–· ―²–Α―Ä–Β–Μ–Κ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ϋ–Α–¥ –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²―¨―é –≥–Ψ–Μ–Ψ–≤–Κ–Η –¥–Μ―è –Ϋ–Ψ–≤–Ψ–≥–Ψ –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Φ–Α :
–≤–Ω―É―¹–Κ = 0.40-0.60 –Φ–Φ,
–≤―΄–Ω―É―¹–Κ = 0.30-0.50 –Φ–Φ .
–î–Α–Μ―¨–Ϋ–Β–Ι―à–Η–Β –¥–Β–Ι―¹―²–≤–Η―è –Ω―Ä–Ψ–≤–Ψ–¥―è―²―¹―è –Ω–Ψ –Ψ–±―΄―΅–Ϋ–Ψ–Ι ―¹―Ö–Β–Φ–Β
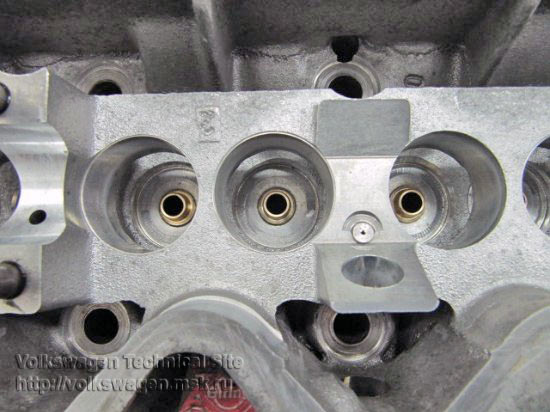
2. –Γ–Ϋ―è―²―¨ –≤―¹–Β –Κ–Μ–Α–Ω–Α–Ϋ–Α –Η–Ζ –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Η―Ö –≤―²―É–Μ–Ψ–Κ
3. –ü―Ä–Ψ–¥―É―²―¨ ―¹–Ε–Α―²―΄–Φ –≤–Ψ–Ζ–¥―É―Ö–Ψ–Φ –≤―¹–Β –Ψ―²–≤–Β―Ä―¹―²–Η―è –Η –Κ–Α–Ϋ–Α–Μ―΄
4. –ö–Α–Ω–Ϋ―É―²―¨ –Κ–Α–Ω–Μ―é ―΅–Η―¹―²–Ψ–≥–Ψ –Φ–Ψ―²–Ψ―Ä–Ϋ–Ψ–≥–Ψ –Φ–Α―¹–Μ–Α –≤ –Κ–Α–Ε–¥―É―é –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â―É―é –Η –≤―¹―²–Α–≤–Η―²―¨ –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ϋ–Α ―¹–≤–Ψ–Η –Φ–Β―¹―²–Α
5. –û–¥–Β―²―¨ –Ϋ–Α ―¹―²–Β―Ä–Ε–Ϋ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤ ―¹–Α–Μ―¨–Ϋ–Η–Κ–Η, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―è –Ω–Μ–Α―¹―²–Η–Κ–Ψ–≤―΄–Β –Κ–Ψ–Μ–Ω–Α―΅–Κ–Η.
6. –½–Α–Ω―Ä–Β―¹―¹–Ψ–≤–Α―²―¨ ―¹–Α–Μ―¨–Ϋ–Η–Κ–Η –Κ–Μ–Α–Ω–Α–Ϋ–Ψ–≤ –Μ–Β–≥–Κ–Η–Φ–Η ―É–¥–Α―Ä–Α–Φ–Η –Ϋ–Β–±–Ψ–Μ―¨―à–Ψ–≥–Ψ –Φ–Ψ–Μ–Ψ―²–Κ–Α ( 200 –≥―Ä–Α–Φ–Φ)
7. –Θ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ –Κ–Μ–Α–Ω–Α–Ϋ–Ϋ―΄–Β –Ω―Ä―É–Ε–Η–Ϋ―΄ –Η ―²–Α―Ä–Β–Μ–Κ–Η –Ω―Ä―É–Ε–Η–Ϋ. –½–Α―¹―É―Ö–Α―Ä–Η―²―¨ –Κ–Μ–Α–Ω–Α–Ϋ–Α –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –Ω―Ä–Η―¹–Ω–Ψ―¹–Ψ–±–Μ–Β–Ϋ–Η―è.
–û―¹–Α–Ε–Η–≤–Α–Β–Φ –Ω―Ä―É–Ε–Η–Ϋ―΄ ―Ä–Β–Ζ–Κ–Η–Φ –Η –Κ–Ψ―Ä–Ψ―²–Κ–Η–Φ ―É–¥–Α―Ä–Ψ–Φ –Φ–Ψ–Μ–Ψ―²–Κ–Α ―΅–Β―Ä–Β–Ζ –Φ–Β–¥–Ϋ―É―é –Ψ–Ω―Ä–Α–≤–Κ―É, –¥–Μ―è ―²–Ψ–≥–Ψ ―΅―²–Ψ–±―΄ ―¹―É―Ö–Α―Ä–Η, –Ω―Ä―É–Ε–Η–Ϋ―΄ –Η ―²–Α―Ä–Β–Μ–Κ–Η –Ζ–Α–Ϋ―è–Μ–Η ―¹–≤–Ψ–Β –Β―¹―²–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Β –Ω–Ψ–Μ–Ψ–Ε–Β–Ϋ–Η–Β
8. –Θ―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β–Φ –Ϋ–Ψ–≤―΄–Β –≥–Η–¥―Ä–Ψ–Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Α―²–Ψ―Ä―΄. –Γ―²–Α–≤–Η–Φ ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ –≤ –Ψ–Ω–Ψ―Ä―΄, –Ω―Ä–Η ―ç―²–Ψ–Φ –Ψ―Ä–Η–Β–Ϋ―²–Η―Ä―É–Β–Φ –Κ―É–Μ–Α―΅–Κ–Η –Ω–Β―Ä–≤–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α –≤–≤–Β―Ä―Ö.
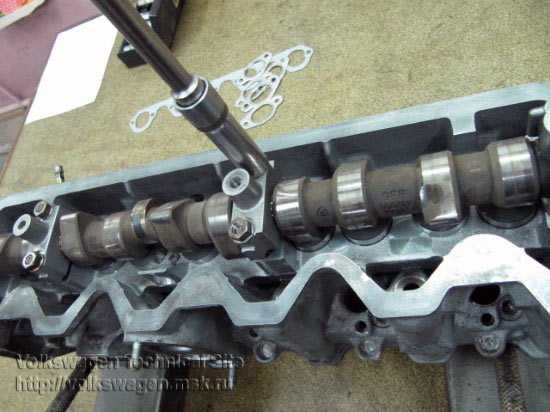
–ö―Ä―΄―à–Κ–Η ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ–Α –Ζ–Α―²―è–≥–Η–≤–Α–Β–Φ –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η –¥–Η–Ϋ–Α–Φ–Ψ–Φ–Β―²―Ä–Η―΅–Β―¹–Κ–Ψ–≥–Ψ –Κ–Μ―é―΅–Α, –Ω―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Ψ ―¹–Φ–Α–Ζ―΄–≤–Α–Β–Φ –Ω–Α―Ä―΄ ―²―Ä–Β–Ϋ–Η―è ―΅–Η―¹―²―΄–Φ –Φ–Ψ―²–Ψ―Ä–Ϋ―΄–Φ –Φ–Α―¹–Μ–Ψ–Φ. –ù–Β –Ζ–Α–±―΄–≤–Α–Β–Φ ―¹―Ä–Α–Ζ―É ―É―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ ―¹–Α–Μ―¨–Ϋ–Η–Κ–Η ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ–Α ―¹ –¥–≤―É―Ö ―¹―²–Ψ―Ä–Ψ–Ϋ.
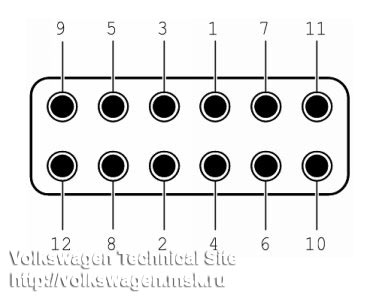
–Γ―Ö–Β–Φ–Α –Ζ–Α―²―è–Ε–Κ–Η :
–ü–Ψ –Ψ―΅–Β―Ä–Β–¥–Η, –Κ―Ä–Β―¹―²-–Ϋ–Α–Κ―Ä–Β―¹―² –Ζ–Α―²―è–Ϋ―É―²―¨ –Κ―Ä―΄―à–Κ–Η –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Ψ–≤ 2 –Η 4 –Φ–Ψ–Φ–Β–Ϋ―²–Ψ–Φ 20 –ù–Φ ,
–Θ―¹―²–Α–Ϋ–Ψ–≤–Η―²―¨ –Κ―Ä―΄―à–Κ–Η –Ω–Ψ–¥―à–Η–Ω–Ϋ–Η–Κ–Ψ–≤ 1 –Η 3 –Η –Α–Ϋ–Α–Μ–Ψ–≥–Η―΅–Ϋ―΄–Φ –Ψ–±―Ä–Α–Ζ–Ψ–Φ –Ζ–Α―²―è–Ϋ―É―²―¨ –±–Ψ–Μ―²―΄ –Η―Ö –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è –Φ–Ψ–Φ–Β–Ϋ―²–Ψ–Φ 20 –ù–Φ
–ù–Β –Ζ–Α–±―É–¥―¨―²–Β –¥–Ψ ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ–Α –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ ―¹–Ψ―Ä–Η–Β–Ϋ―²–Η―Ä–Ψ–≤–Α―²―¨ –Η –Ω―Ä–Η–Φ–Β―Ä―è―²―¨ –Ω–Ψ –Φ–Β―¹―²―É –Κ–Α–Ε–¥―É―é –Κ―Ä―΄―à–Κ―É, ―΅―²–Ψ–±―΄ –Ϋ–Β ―¹–Μ–Ψ–Φ–Α―²―¨ –Η―Ö –Ω―Ä–Η ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Β. –ö―Ä―΄―à–Κ–Α –Ϋ–Β―¹–Η–Φ–Φ–Β―²―Ä–Η―΅–Ϋ–Α.
9. –½–Α–Κ―Ä―É―²–Η―²―¨ ―Ü–Β–Ϋ―²―Ä–Α–Μ―¨–Ϋ―΄–Ι –±–Ψ–Μ―² ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ–Α, –Η―¹–Ω–Ψ–Μ―¨–Ζ―É―è –Ω―Ä–Ψ―¹―²–Α–≤–Κ―É –≤–Φ–Β―¹―²–Ψ ―à–Β―¹―²–Β―Ä–Ϋ–Η.
–£―Ä–Α―â–Β–Ϋ–Η–Β–Φ ―Ä–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ–Α –≤―Ä―É―΅–Ϋ―É―é –£–‰–½–Θ–ê–¦–§–ù–û –Ω―Ä–Ψ–≤–Β―Ä–Η―²―¨ ―Ä–Α–±–Ψ―²―É –≥–Η–¥―Ä–Ψ–Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Α―²–Ψ―Ä–Ψ–≤.
–≠―²–Α –Ω―Ä–Ψ―¹―²–Α―è –Ψ–Ω–Β―Ä–Α―Ü–Η―è –Ω–Ψ–Ζ–≤–Ψ–Μ–Η―² –≤–Α–Φ ―É–≤–Η–¥–Β―²―¨ –Ζ–Α–Κ―Ä―΄–≤–Α―é―²―¹―è –Μ–Η –Κ–Μ–Α–Ω–Α–Ϋ―΄ –≤ –Ϋ―É–Ε–Ϋ―΄–Ι –Φ–Ψ–Φ–Β–Ϋ―² –Η –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―²―¹―è –≥–Β―Ä–Φ–Β―²–Η―΅–Ϋ–Ψ―¹―²―¨ ―¹–Ψ–Ψ―²–≤–Β―²―¹―²–≤―É―é―â–Β–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α.
–û―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ –Α–Κ―²―É–Α–Μ―¨–Ϋ–Ψ–Ι ―è–≤–Μ―è–Β―²―¹―è ―ç―²–Α –Ω―Ä–Ψ–≤–Β―Ä–Κ–Α –Ω―Ä–Η –Η―¹–Ω–Ψ–Μ―¨–Ζ–Ψ–≤–Α–Ϋ–Η–Η ―¹―²–Α―Ä―΄―Ö –≥–Η–¥―Ä–Ψ–Κ–Ψ–Φ–Ω–Β–Ϋ―¹–Α―²–Ψ―Ä–Ψ–≤, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω–Ψ –Κ–Α–Κ–Η–Φ ―²–Ψ –Ω―Ä–Η―΅–Η–Ϋ–Α–Φ –Ϋ–Β –Φ–Β–Ϋ―è–Μ–Η―¹―¨ –Ϋ–Α –Ϋ–Ψ–≤―΄–Β.
10.–û–Κ–Ψ–Ϋ―΅–Α―²–Β–Μ―¨–Ϋ―É―é ―¹–±–Ψ―Ä–Κ―É –≥–Ψ–Μ–Ψ–≤–Κ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η–Φ –≤ –Ψ–±―Ä–Α―²–Ϋ–Ψ–Ι –Ω–Ψ―¹–Μ–Β–¥–Ψ–≤–Α―²–Β–Μ―¨–Ϋ–Ψ―¹―²–Η. –‰―¹–Ω–Ψ–Μ―¨–Ζ―É–Β–Φ –Ϋ–Ψ–≤―΄–Β –¥–Β―²–Α–Μ–Η –Η –Ω―Ä–Ψ–Κ–Μ–Α–¥–Κ–Η. –ü–Β―Ä–Β–¥ ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Ψ–Ι ―¹–≤–Β―΅–Η –Ϋ–Α–Κ–Α–Μ–Η–≤–Α–Ϋ–Η―è –Ω―Ä–Ψ–≤–Β―Ä–Η―²―¨ –Ϋ–Α ―Ä–Α–±–Ψ―²–Ψ―¹–Ω–Ψ―¹–Ψ–±–Ϋ–Ψ―¹―²―¨.
 |
 |
 |
 |
 |
–ü–Ψ―¹–Μ–Β ―ç―²–Ψ–Ι –Ψ–Ω–Β―Ä–Α―Ü–Η–Η –≤ –Ψ–±―è–Ζ–Α―²–Β–Μ―¨–Ϋ–Ψ–Φ –Ω–Ψ―Ä―è–¥–Κ–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ –Ω―Ä–Ψ–≤–Β―Ä–Η―²―¨ ―Ü–Β–Μ–Ψ―¹―²–Ϋ–Ψ―¹―²―¨ ―Ä–Β–Ζ―¨–±―΄ –Η –Ϋ–Α–¥–Β–Ε–Ϋ–Ψ―¹―²―¨ –Κ―Ä–Β–Ω–Μ–Β–Ϋ–Η―è ―à–Ω–Η–Μ―¨–Κ–Η –¥–Μ―è –Ω―Ä–Ψ–Φ–Β–Ε―É―²–Ψ―΅–Ϋ–Ψ–≥–Ψ ―Ä–Ψ–Μ–Η–Κ–Α ―Ä–Β–Φ–Ϋ―è –Δ–ù–£–î.
–û–Ω–Α―¹–Ϋ–Ψ―¹―²―¨ ―ç―²–Ψ–≥–Ψ ―¹–Ψ–Β–¥–Η–Ϋ–Β–Ϋ–Η―è –Ζ–Α–Κ–Μ―é―΅–Α–Β―²―¹―è –≤ ―²–Ψ–Φ, ―΅―²–Ψ ―à–Ω–Η–Μ―¨–Κ–Α –Ϋ–Α―Ö–Ψ–¥–Η―²―¹―è –Ω–Ψ–¥ –Ω–Ψ―¹―²–Ψ―è–Ϋ–Ϋ–Ψ–Ι –Ϋ–Α–≥―Ä―É–Ζ–Κ–Ψ–Ι –≤–Ψ –≤―Ä–Β–Φ―è ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Η –≤–Ω―Ä―΄―¹–Κ–Α. –€–Ϋ–Ψ–≥–Η–Β ―¹–Ω–Β―Ü–Η–Α–Μ–Η―¹―²―΄ –Η–Ζ–Μ–Η―à–Ϋ–Β –Ζ–Α―²―è–≥–Η–≤–Α―é―² –≥–Α–Ι–Κ―É –≤–Ψ –≤―Ä–Β–Φ―è ―Ä–Β–≥―É–Μ–Η―Ä–Ψ–≤–Κ–Η –≤–Ω―Ä―΄―¹–Κ–Α –Η –Κ–Ψ–≥–¥–Α - ―²–Ψ –Ϋ–Α―¹―²―É–Ω–Α–Β―² –Φ–Ψ–Φ–Β–Ϋ―² ―¹―Ä―΄–≤–Α–Ϋ–Η―è ―Ä–Β–Ζ―¨–±―΄.
–û―΅–Β–Ϋ―¨ –Ω–Β―΅–Α–Μ―¨–Ϋ–Ψ –≤―΄–≥–Μ―è–¥–Η―² ―¹–Η―²―É–Α―Ü–Η―è ―¹ ―¹–Ψ―Ä–≤–Α–Ϋ–Ϋ–Ψ–Ι ―Ä–Β–Ζ―¨–±–Ψ–Ι, –Κ–Ψ–≥–¥–Α –≥–Ψ–Μ–Ψ–≤–Κ–Α ―É–Ε–Β –Ω―Ä–Η–Κ―Ä―É―΅–Β–Ϋ–Α –Κ –±–Μ–Ψ–Κ―É. –¦―É―΅―à–Β ―ç―²–Ψ ―¹–¥–Β–Μ–Α―²―¨ –Ζ–Α–±–Μ–Α–≥–Ψ–≤―Ä–Β–Φ–Β–Ϋ–Ϋ–Ψ.
 |
11. –™–Ψ–Μ–Ψ–≤–Κ–Α –Ψ―²―Ä–Β–Φ–Ψ–Ϋ―²–Η―Ä–Ψ–≤–Α–Ϋ–Α –Η –≥–Ψ―²–Ψ–≤–Α –Κ ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Β.
–†–Α―¹–Ω―Ä–Β–¥–≤–Α–Μ –Ω―Ä–Η ―ç―²–Ψ–Φ –¥–Ψ–Μ–Ε–Β–Ϋ –±―΄―²―¨ ―¹―Ä–Α–Ζ―É ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ –Ω―Ä–Α–≤–Η–Μ―¨–Ϋ–Ψ - –≤ –£–€–Δ –Ω–Β―Ä–≤–Ψ–≥–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Α.
–Δ–Β–Ω–Β―Ä―¨ –Φ–Ψ–Ε–Ϋ–Ψ –Ω―Ä–Η―¹―²―É–Ω–Α―²―¨ –Κ –Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Κ–Β –±–Μ–Ψ–Κ–Α –¥–Μ―è ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –™–ë–Π βÄΠβÄΠβÄΠβÄΠβÄΠ..
–ü―Ä–Ψ–Κ–Μ–Α–¥–Κ–Α –™–ë–Π ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α–Β―²―¹―è ―²–Α–Κ–Ψ–≥–Ψ –Ε–Β ―Ä–Α–Ζ–Φ–Β―Ä–Α –Η –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α –Κ–Α―Ä–±–Ψ–≤, –Κ–Α–Κ –Ω―Ä–Η ―¹–Ϋ―è―²–Η–Η.
–Γ―Ö–Β–Φ–Α –Ζ–Α―²―è–Ε–Κ–Η –≥–Ψ–Μ–Ψ–≤–Κ–Η
–½–Α―²―è–Ϋ―É―²―¨ –≥–Ψ–Μ–Ψ–≤–Κ―É –±–Μ–Ψ–Κ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –≤ 4 ―ç―²–Α–Ω–Α :
βÄ™–ü―Ä–Β–¥–≤–Α―Ä–Η―²–Β–Μ―¨–Ϋ–Α―è –Ζ–Α―²―è–Ε–Κ–Α –¥–Η–Ϋ–Α–Φ–Ψ–Φ–Β―²―Ä–Η―΅–Β―¹–Κ–Η–Φ –Κ–Μ―é―΅–Ψ–Φ:
―ç―²–Α–Ω I = 40 –ù–Φ,
―ç―²–Α–Ω II = 60 –ù–Φ
βÄ™ –î–Ψ–≤–Β―Ä–Ϋ―É―²―¨ –Ψ–±―΄―΅–Ϋ―΄–Φ –Κ–Μ―é―΅–Ψ–Φ:
―ç―²–Α–Ω III = 1/4 –Ψ–±. (90¬Α),
―ç―²–Α–Ω IV = 1/4 –Ψ–±. (90¬Α)
–ë–Ψ–Μ―²―΄ –™–ë–Π –≤―¹–Β–≥–¥–Α –Ζ–Α–Φ–Β–Ϋ―è―é―²―¹―è –Ϋ–Α –ù–û–£–Ϊ–ï .
–î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Α―è –Ω–Ψ–¥―²―è–Ε–Κ–Α –±–Ψ–Μ―²–Ψ–≤ –≥–Ψ–Μ–Ψ–≤–Κ–Η –±–Μ–Ψ–Κ–Α ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Ψ–≤ –Ω–Ψ―¹–Μ–Β ―Ä–Β–Φ–Ψ–Ϋ―²–Α –Ϋ–Β ―²―Ä–Β–±―É–Β―²―¹―è.
–ü–Ψ―¹–Μ–Β ―É―¹―²–Α–Ϋ–Ψ–≤–Κ–Η –≥–Ψ–Μ–Ψ–≤–Κ–Η –Η –≤―¹–Β―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –¥–≤–Η–≥–Α―²–Β–Μ―è, –Ω―Ä–Η―¹―²―É–Ω–Α–Β–Φ –Κ –Ζ–Α–Φ–Β–Ϋ–Β ―Ä–Β–Φ–Ϋ–Β–Ι –Η ―Ä–Ψ–Μ–Η–Κ–Ψ–≤, –≤―΄―¹―²–Α–≤–Μ―è–Β–Φ –≤–Ω―Ä―΄―¹–Κ, –Ζ–Α–Μ–Η–≤–Α–Β–Φ ―²–Ψ―¹–Ψ–Μ –Η –¥―Ä―É–≥–Η–Β –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –Ε–Η–¥–Κ–Ψ―¹―²–Η.
–½–Α–≤–Ψ–¥–Η–Φ –¥–≤–Η–≥–Α―²–Β–Μ―¨, –Ω―Ä–Ψ–≥―Ä–Β–≤–Α–Β–Φ –Β–≥–Ψ –Η –Ω–Β―Ä–Β―Ö–Ψ–¥–Η–Φ –Κ –¥–Η–Ϋ–Α–Φ–Η―΅–Β―¹–Κ–Ψ–Ι –Κ–Ψ―Ä―Ä–Β–Κ―²–Η―Ä–Ψ–≤–Κ–Β –≤–Ω―Ä―΄―¹–Κ–Α.
–ü―Ä–Ψ–≤–Β―Ä―è–Β–Φ –Ϋ–Α–Μ–Η―΅–Η–Β –Ψ―à–Η–±–Ψ–Κ –≤―¹–Β―Ö ―¹–Η―¹―²–Β–Φ –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―è –Η –Ω―Ä–Η –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ–Ψ―¹―²–Η –Η―Ö ―É–¥–Α–Μ―è–Β–Φ.
–ü―Ä–Ψ–±–Ϋ–Α―è –Ω–Ψ–Β–Ζ–¥–Κ–Α –Ω–Ψ–Κ–Α–Ζ–Α–Μ–Α –Ϋ–Β–Κ–Ψ―²–Ψ―Ä–Ψ–Β –Ω–Ψ–≤―΄―à–Β–Ϋ–Η–Β –Φ–Ψ―â–Ϋ–Ψ―¹―²–Η ,–Ψ―΅–Β–Ϋ―¨ –±–Ψ–¥―Ä–Ψ–Β –Η ―É–≤–Β―Ä–Β–Ϋ–Ϋ–Ψ–Β ―É―¹–Κ–Ψ―Ä–Β–Ϋ–Η–Β –≤ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö ―Ä–Β–Ε–Η–Φ–Α―Ö –Η –Ϋ–Α–¥–Β–Ε–Ϋ―É―é ―Ä–Α–±–Ψ―²―É –¥–≤–Η–≥–Α―²–Β–Μ―è.
–½–Ϋ–Α―΅–Η―² –Φ―΄ ―¹–≤–Ψ―é –Ζ–Α–¥–Α―΅―É –≤―΄–Ω–Ψ–Μ–Ϋ–Η–Μ–Η...
–ü―Ä–Ψ–¥–Ψ–Μ–Ε–Β–Ϋ–Η–Β –Η –≤―¹–Β –Ψ–±―¹―É–Ε–¥–Β–Ϋ–Η―è –Ψ―²―΅–Β―²–Α –Ζ–¥–Β―¹―¨
–Γ–Ω–Α―¹–Η–±–Ψ: seric
–ö–Α–Κ –Ζ–¥–Β―¹―¨ –Ϋ–Α–Ι―²–Η –Ϋ―É–Ε–Ϋ―É―é –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é?
–†–Α―¹―à–Η―³―Ä–Ψ–≤–Κ–Α –Ζ–Α–≤–Ψ–¥―¹–Κ–Ψ–Ι –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Α―Ü–Η–Η –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―è (–Α–Ϋ–≥–Μ.)
–†–Α―¹―à–Η―³―Ä–Ψ–≤–Κ–Α –Ζ–Α–≤–Ψ–¥―¹–Κ–Ψ–Ι –Κ–Ψ–Φ–Ω–Μ–Β–Κ―²–Α―Ü–Η–Η VAG –Ϋ–Α ―Ä―É―¹―¹–Κ–Ψ–Φ!
–î–Η–Α–≥–Ϋ–Ψ―¹―²–Η–Κ–Α –Λ–Ψ–Μ―¨–Κ―¹–≤–Α–≥–Β–Ϋ, –ê―É–¥–Η, –®–Κ–Ψ–¥–Α, –Γ–Β–Α―², –Κ–Ψ–¥―΄ –Ψ―à–Η–±–Ψ–Κ.
–ï―¹–Μ–Η –≤―΄ –Ϋ–Β –Ϋ–Α―à–Μ–Η –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―é –Ω–Ψ ―¹–≤–Ψ–Β–Φ―É –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ―é - –Ω–Ψ―¹–Φ–Ψ―²―Ä–Η―²–Β –Β–Β –Ϋ–Α –Α–≤―²–Ψ–Φ–Ψ–±–Η–Μ–Η –Ω–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Ϋ―΄–Β –Ϋ–Α –Ω–Μ–Α―²―³–Ψ―Ä–Φ–Β –≤–Α―à–Β–≥–Ψ –Α–≤―²–Ψ.
–Γ –±–Ψ–Μ―¨―à–Ψ–Ι –¥–Ψ–Μ–Β–Ι –≤–Β―Ä–Ψ―è―²–Ϋ–Ψ―¹―²–Η –Η–Ϋ―³–Ψ―Ä–Φ–Α―Ü–Η―è –Ω–Ψ ―Ä–Β–Φ–Ψ–Ϋ―²―É –Η –Ψ–±―¹–Μ―É–Ε–Η–≤–Α–Ϋ–Η―é –Ω–Ψ–¥–Ψ–Ι–¥–Β―² –Η –¥–Μ―è –£–Α―à–Β–≥–Ψ –Α–≤―²–Ψ.