- Автомобиль
- Audi A8 D2
- Двигатель
- 2,5tdi AFB
Всем привет! В данном отчете изложена история моего капремонта ГБЦ двигателя 2,5TDI V6 AFB. Двигатель достаточно популярный, но не отличается высокой надежностью и нередко преподносит владельцам различные "сюрпризы". Отчет разноплановый, т.к. при ремнонте появлялся доступ до различных частей авто - по возможности заменял плохие детали. Не судите строго - я новичок, это мой первый в жизни ремонт ГБЦ, замена ремней и т.д., поэтому время от времени задавал в теме странные вопросы, что-то делал не совсем правильно. Огромное спасибо всем, кто помогал в теме!
Конструктивная критика, советы - приветсвуются.")
Вобщем, чтоб проще было разобраться, составил план темы со ссылками на отдельные операции (2012):
1.Процесс снятия ГБЦ, <1>
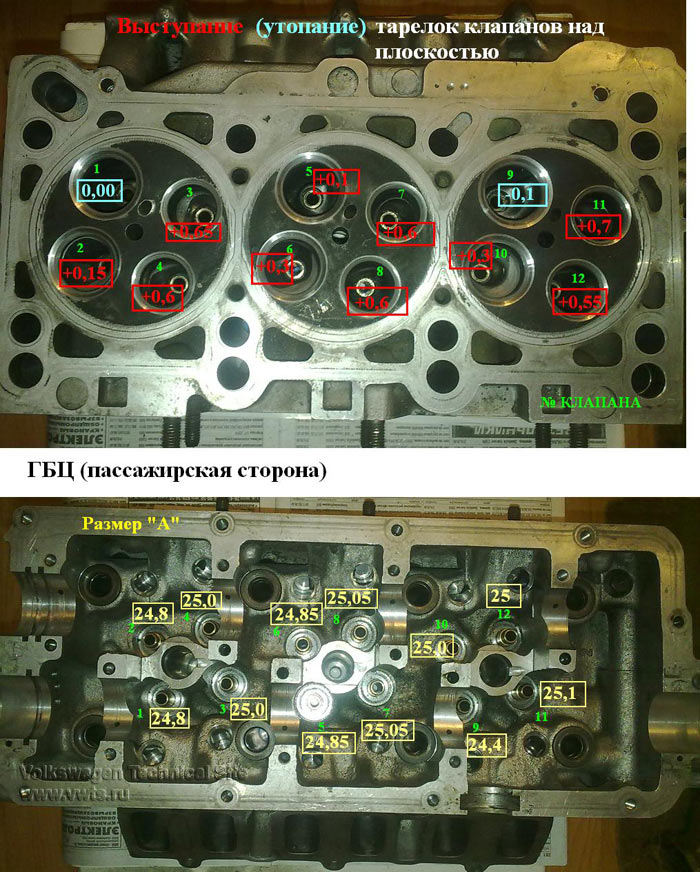
2. Разборка ГБЦ, рассухаривание, дефектовка
3. Мойка ГБЦ, снятие МСК
4. Особенности выбора деталей, <1>, <2>, <3>
5. Снятие "морды"
6. Вентиляция картерных газов - ремонт Фото старой ВКГ
7. Поддон: снятие, чистка
8. Направляющие клапанов: выпрессовка/запрессовка
9. Замена термостата, помпы (прокладки)
10. Причина поломки шкива распредвала-ТНВД
11. Чистка геометрии турбины
12. Чистка впускных коллекторов ,<1>
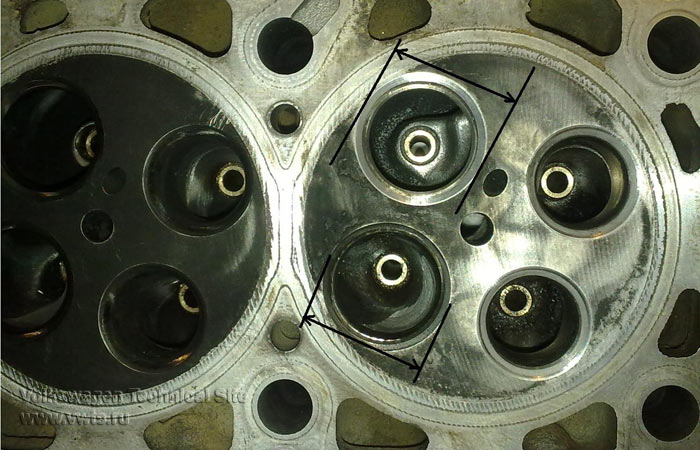
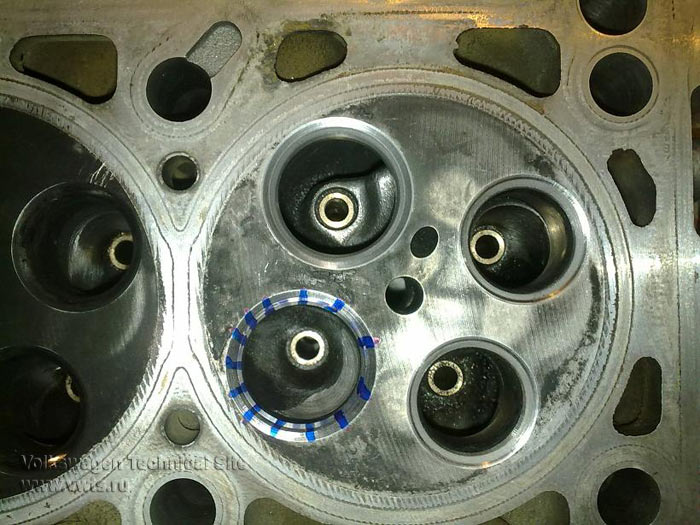
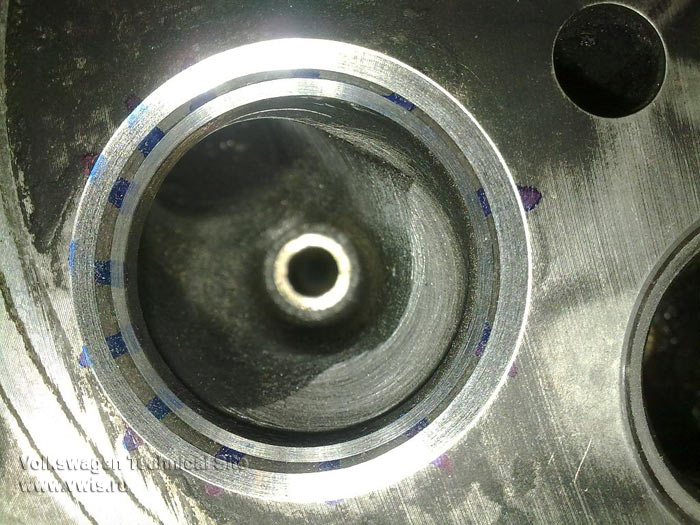
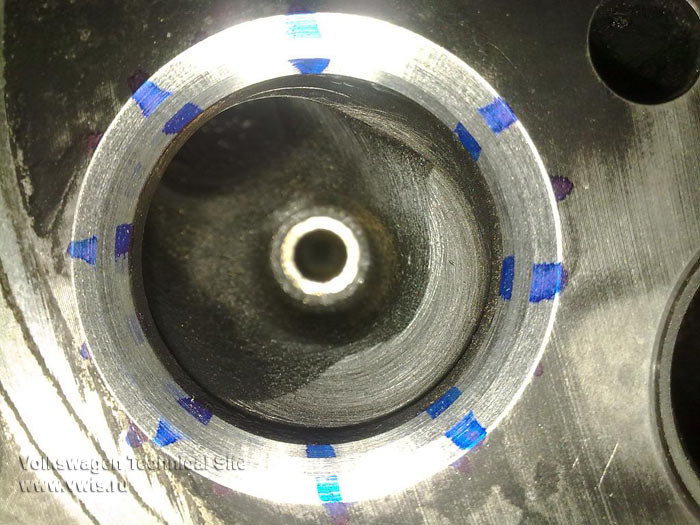
13. Прирезка седел ГБЦ, притирка, <1>, <2>, <3>
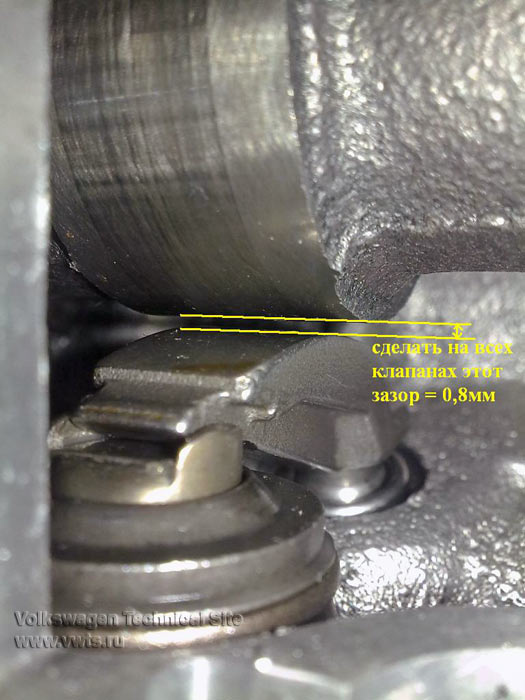
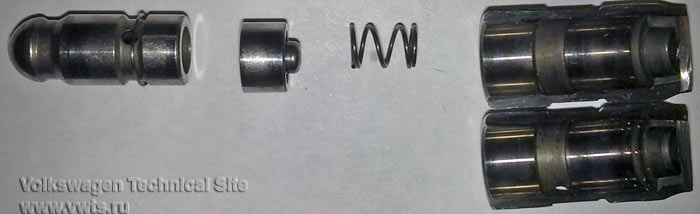
14. Конструкция гидрокомпенсатора
15. Ремонт глушителя, <1>
16. Проверка втулки кронштейна ГУРа и компрессора, <1>, <Замена втулок (2015)>
17. Сборка ГБЦ, <1>, <2>, <3>
18. Подшипник компрессора кондинционера
19. Замена переднего сальника КВ
20. Установка ГБЦ на блок, <1>, <2>
21. Установка впускных и выпускных коллекторов, турбины и др., <1>
22. Замена ремня ГРМ, ручейковых ремней, прокачка топливной системы, <1>
23. Окончательная сборка
24. Запуск
25. Список запчастей, коды, цены
26. Замена масла
27. Замена ОЖ, прокачка системы охлаждения (2012)
_____(доп. 2015)_____
28. Выдавило сальник
29. Ремонт резьбы передней крышки КВ
30. Поддон верхний и нижний - внешний вид и прокладки
31. Маслонасос: внешний вид, замена цепи, натяжной планки, сборка
32. Уплотнительные гнезда форсунок - решение проблемы с течью
_____(доп. 2022)______
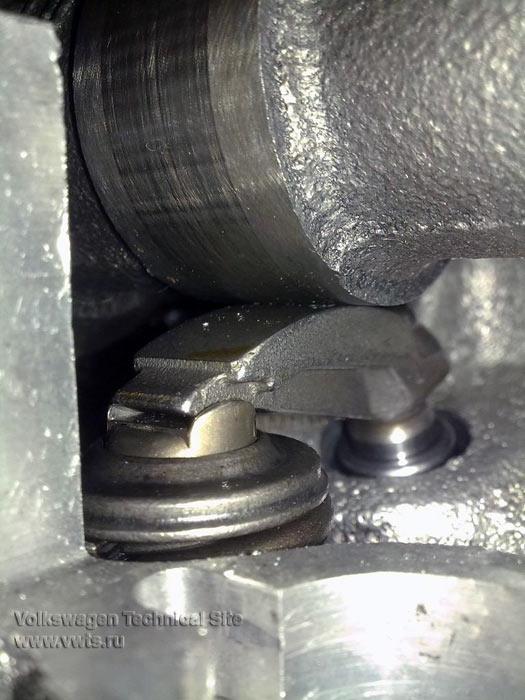
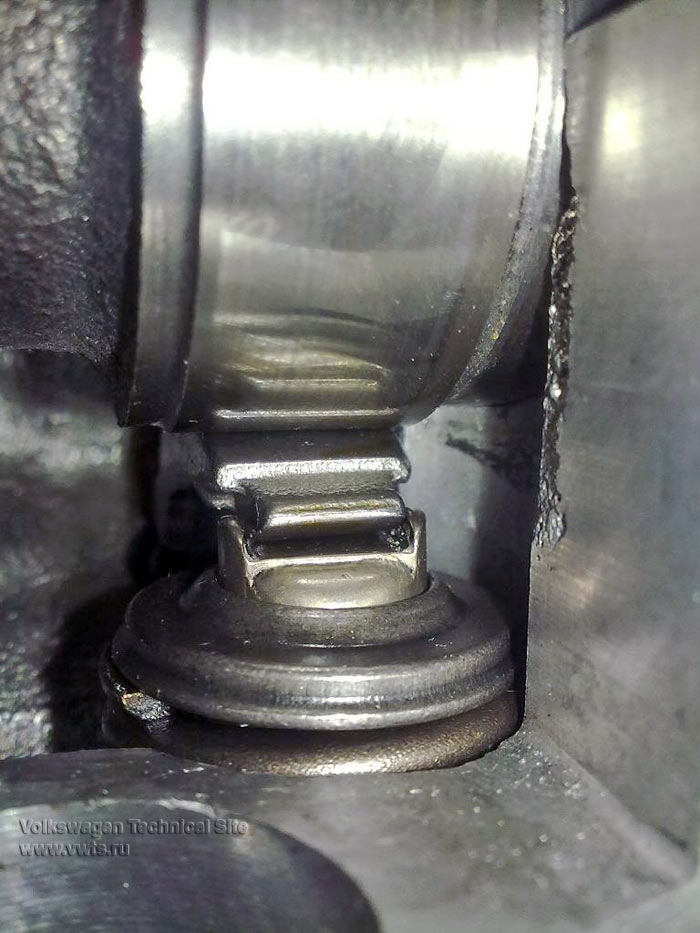
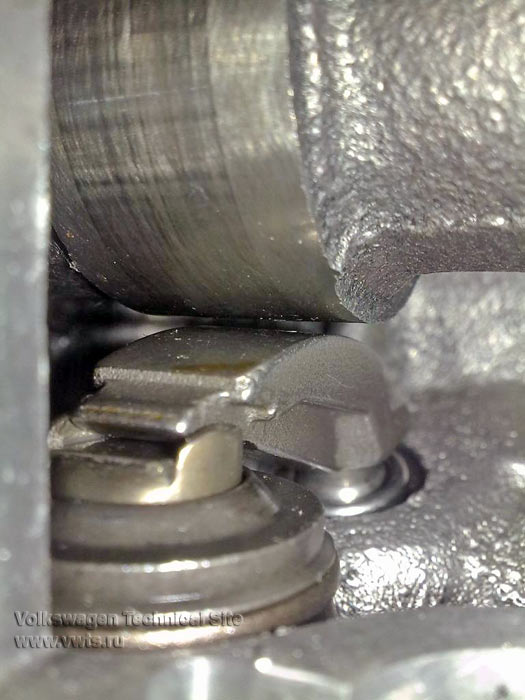
33. Выпало 4 рокера - ремонт
34. Особенности конструкции штуцеров обратки\гидрокомпенсаторов\рокеров
35. Поломка ролика ГРМ - ремонт - артикулы - цены
_____(доп.2023)_______
36. Порвало валы , <повреждения>
37. Особенности узла натяжителя ремня генератора , <подробности>
38. Ремонт выполнен
39. Особенности выбора натяжного подшипника ремня генератора
40. Артикулы - цены
Далее тема идет в том виде, как была изначально:
___________________________________________________________________
Вобщем случилось такое: при езде двиг застучал. Заглянул под капот - ремень ГРМ вылез с-под крышки.
Когда затем отбуксировал машину, снял верхние пластиковые защиты, то обнаружил следующую картину: шкив-шестерня распредвала лопнул, ну и ремень соответственно "улетел", куча стружки валяется и т.д. Предполагаю, что головка заклинила (может выпал рокер), ну и соответственно шкив остановился, а ремень продолжал движение и выломал его.
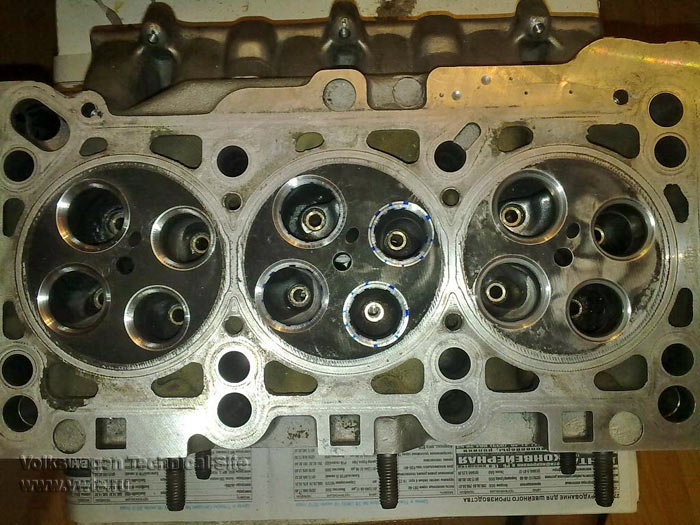
Вобщем вот некоторые фото:
Наверное попробую самостоятельно разобрать (снять головки), такой вопрос: есть ли где-то отчет, как морду А8 разобрать, не хочется наугад делать, не будут ли мешать детали кондея и другое, повешенное на радиаторе?
Конструктивная критика, советы - приветсвуются.
Вобщем, чтоб проще было разобраться, составил план темы со ссылками на отдельные операции (2012):
1.Процесс снятия ГБЦ, <1>
2. Разборка ГБЦ, рассухаривание, дефектовка
3. Мойка ГБЦ, снятие МСК
4. Особенности выбора деталей, <1>, <2>, <3>
5. Снятие "морды"
6. Вентиляция картерных газов - ремонт Фото старой ВКГ
7. Поддон: снятие, чистка
8. Направляющие клапанов: выпрессовка/запрессовка
9. Замена термостата, помпы (прокладки)
10. Причина поломки шкива распредвала-ТНВД
11. Чистка геометрии турбины
12. Чистка впускных коллекторов ,<1>
13. Прирезка седел ГБЦ, притирка, <1>, <2>, <3>
14. Конструкция гидрокомпенсатора
15. Ремонт глушителя, <1>
16. Проверка втулки кронштейна ГУРа и компрессора, <1>, <Замена втулок (2015)>
17. Сборка ГБЦ, <1>, <2>, <3>
18. Подшипник компрессора кондинционера
19. Замена переднего сальника КВ
20. Установка ГБЦ на блок, <1>, <2>
21. Установка впускных и выпускных коллекторов, турбины и др., <1>
22. Замена ремня ГРМ, ручейковых ремней, прокачка топливной системы, <1>
23. Окончательная сборка
24. Запуск
25. Список запчастей, коды, цены
26. Замена масла
27. Замена ОЖ, прокачка системы охлаждения (2012)
_____(доп. 2015)_____
28. Выдавило сальник
29. Ремонт резьбы передней крышки КВ
30. Поддон верхний и нижний - внешний вид и прокладки
31. Маслонасос: внешний вид, замена цепи, натяжной планки, сборка
32. Уплотнительные гнезда форсунок - решение проблемы с течью
_____(доп. 2022)______
33. Выпало 4 рокера - ремонт
34. Особенности конструкции штуцеров обратки\гидрокомпенсаторов\рокеров
35. Поломка ролика ГРМ - ремонт - артикулы - цены
_____(доп.2023)_______
36. Порвало валы , <повреждения>
37. Особенности узла натяжителя ремня генератора , <подробности>
38. Ремонт выполнен
39. Особенности выбора натяжного подшипника ремня генератора
40. Артикулы - цены
Далее тема идет в том виде, как была изначально:
___________________________________________________________________
Вобщем случилось такое: при езде двиг застучал. Заглянул под капот - ремень ГРМ вылез с-под крышки.
Когда затем отбуксировал машину, снял верхние пластиковые защиты, то обнаружил следующую картину: шкив-шестерня распредвала лопнул, ну и ремень соответственно "улетел", куча стружки валяется и т.д. Предполагаю, что головка заклинила (может выпал рокер), ну и соответственно шкив остановился, а ремень продолжал движение и выломал его.
Вобщем вот некоторые фото:




Наверное попробую самостоятельно разобрать (снять головки), такой вопрос: есть ли где-то отчет, как морду А8 разобрать, не хочется наугад делать, не будут ли мешать детали кондея и другое, повешенное на радиаторе?
Последнее редактирование: