
Сразу скажу, что в своей ElsaWin много чего не нашел, поэтому, за основу брал отчет seric и получал от него советы и некоторые размерные величины.
Пишу по старой памяти, работа проделана в начале осени, насыщенной большим количеством событий...
Часть фото не нашел, но и этого для одного раза мне много.
Начну не с самого начала, процесс снятия-установки опущен.
Но после снятия ступицы распредвала, необходимо измерить осевой люфт оного. Предел 0,15мм.

Я этого не делал, потому что ощутить руками люфт не смог... значит в норму укладывается.
Итак.
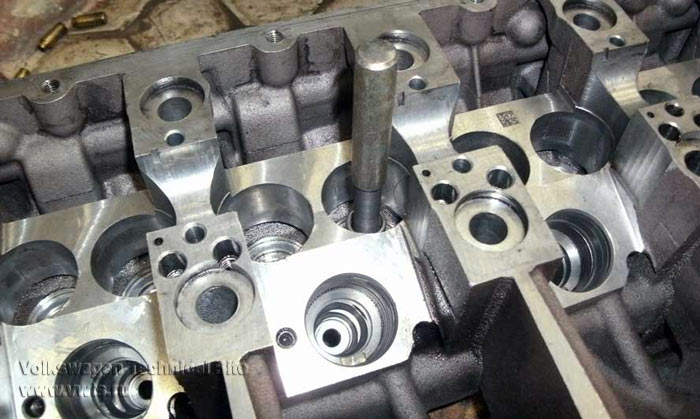
Вид мотора после снятия ГБЦ.
Цилиндры закрыть ветошью, да и сам блок накрыть не помешает.
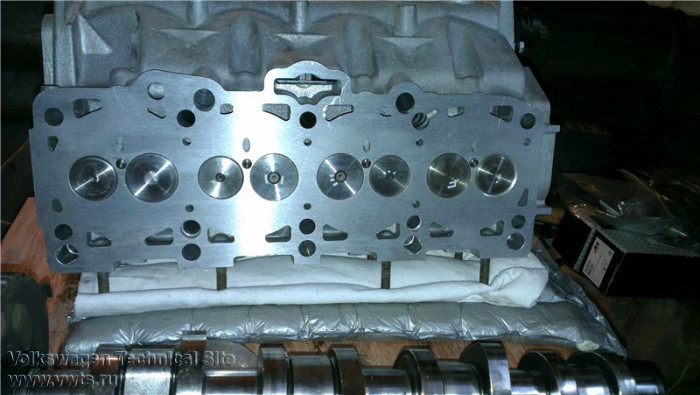
Вот сам объект. Без НФ и свечей накала.
Другая сторона.
Колодцы НФ в приличном состоянии, пока ремонт не нужен.
Далее рассухариваем клапана, пружины, тарелки, сухари укладываем по порядку. Хотя разницы не заметил.
Фото нет.
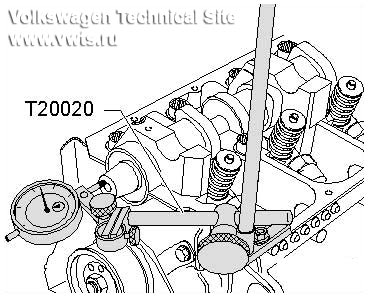
Далее нужно измерить поперечный люфт клапана в седле.
Максимум 1,3 мм. Здесь на впускных клапанах 1 и 4 цилиндра было более 2 мм, остальные в допуске, но на пределе, только 2 плотно сидят.
Это результат заклиненных и разбитых компенсаторов.
А вот и клапана, снятые с ГБЦ,
форма рабочей кромки оставляет желать лучшего... после борьбы с жабой, решено - менять все.
Моем ГБЦ щелочным раствором, берем корр-щетку, на подобие этих(еще одна поменьше, не попала),
чистим впускные и выпускные каналы.
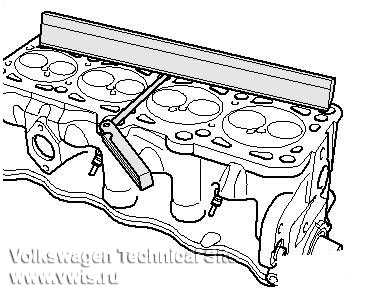
Проверка ГБЦ на плоскость, отклонений не выявила, имеющиеся щупы не находили щель. Максимально допускается 0,1 мм.
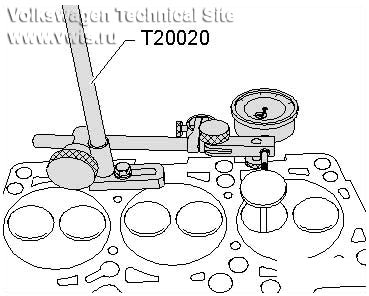
Чуть не забыл, обязательное измерение размера "a"
Решил воспользоваться глубиномером, точности достаточно.
Для BXE и всех 1,9PD:
- впускные клапана: не менее 43,4 мм
- выпускные клапана: не менее 43,2 мм
Здесь все с большим запасом, найду - добавлю.
Инструмент для запрессовки и выпрессовки направляющих втулок клапанов переточен из ВАЗовской.
Решил все поменять. Действуем. Кроме как нагреть ГБЦ строительным феном, ничего не придумал.
Выколачиваю. ГБЦ на деревянных проставках, выходят довольно легко.
И тут обнаруживается следующее...
Слева, купленные Fresca, G3593, справа выбитая из ГБЦ.
Kolbenschmidt, 81-33103, втулка направляющая клапана двигателя - эти втулки без косяков, но немного дороже.
Информации по № запчасти так и не нашел, поэтому пришлось переточить. Срезан выступ и укорочена снизу. Из морозилки.
Вот выколотка с дистанционной втулкой и направляющей, в положении для запрессовки.(для наглядности)
Греем место направляющей, втулки при этом находятся в морозильной камере, всего -25°C. Жидкого азота не дождался. Но все получилось.
Быстро и аккуратно заколачиваем втулки клапанов на место. Пришлось, правда, две поменять, оказался разностен.(выяснилось при начале зенкования)
Позже добавлю № купленных втулок. Если кто-то подскажет какие втулки для этого мотора нужны, буду признателен.
Теперь, купленные клапана впускные:
А вот разница между ними.
Autowelt VI-51016, Kolbenschmidt 331123 и стоявший (хочется думать оригинал) 038 109 601 E, слева направо.
Выпускные:
Тоже разнятся.
Autowelt VE-51016, 038 109 611 E
Еще, проводил замеры твердости переносным твердомером (по HV5) всех клапанов, для успокоения (результат в цифрах тоже не может быть выложен), мерил тарелку и часть штока чуть ниже канавок для сухарей:
Kolbenschmidt - отличие от оригинала в погрешности измерений,
Autowelt - тарелка впуск и выпуск 10-15% тверже оригинала, шток - мягче, порядка 5%, совсем незначительно. Числовых значений не помню.
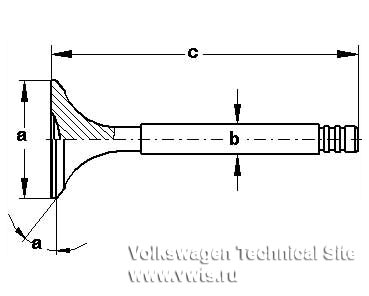
Размеры:
Впускной Выпускной
Ø a mm 35,95 31,45
Ø b mm 6,980 6,956
c mm 89,95 89,95
α ° 45 45
Для создания необходимого теплового зазора между клапаном и направляющей необходимо "развернуть" последнюю.
Я использовал развертку с переменным размером на 7мм, откровенно говоря, одноразовая штука, но и цена в пределах 200р.
Зазор стандартный, минимум:
впуск = 0.03 мм ,
выпуск = 0,04 мм.
На том и остановился.
Помятуя белорусского товарища, подобрал такой девайс.
Пришлось немного доработать - проточить ось под размер направляющих клапанов.
Мягкие, конечно, волна получается при обработке на 45° впускных клапанов, 60° и выпускные - почти без нареканий.
Но серьезной обработки требовали только 2 впускных. Притирать тяжело.
Для контроля обработки поверхности седла клапана используем известный способ.
Теперь можно прикинуть выступание клапанов, только размеров так и не дождался для PD моторов.
Измерял тем же глубиномером. Найду результаты, допишу, а номиналы, надеюсь, добавите.
У меня была возможность рокировки впускных клапанов, Autowelt оказались на ~2 г тяжелее, и на 0,25 мм толще в тарелке. Сняли по 0,15, масса сравнялась.
Недостающее (как думается) выступание добавилось. Плюс шлифанул ГБЦ.
Вот все готово к притирке клапанов. Полученная "волна" обязывает.
Наносим смазку на будующий поясок
На шток клапана
И немного притирочной пасты на рабочую плоскость клапана.
Работаем, на двух или 3-х клапанах получилось о-очень долго.
Результаты
Ну и все, пока.
После этого продуваем ГБЦ и максимально очищаем все каналы.
Засухариваем клапана, устанавливаем на место... но это, думается, уже другая история.
Уф-ф-ф.
На истину в первой инстанции не претендую, поправляйте. С машиной все норм.
-------------------
Upd. Part number:
FRECCIA - G11257.
Производитель: FRECCIA
Артикул: G11257
Описание поставщика: направляющие клапана Впуск/Выпуск VAG 7mm свеж TDI короткие 12.04x7x31.5
Характеристики:
Длина [мм] 31,5
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов.
METELLI - 012817.
Производитель: METELLI
Артикул: 012817
Наименование: Направляющая клапана
Описание поставщика: направляющая клапана
Характеристики:
Вес [кг] 0.02
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов
Длина [м] 31,5
Пишу по старой памяти, работа проделана в начале осени, насыщенной большим количеством событий...
Часть фото не нашел, но и этого для одного раза мне много.
Начну не с самого начала, процесс снятия-установки опущен.
Но после снятия ступицы распредвала, необходимо измерить осевой люфт оного. Предел 0,15мм.
Я этого не делал, потому что ощутить руками люфт не смог... значит в норму укладывается.
Итак.
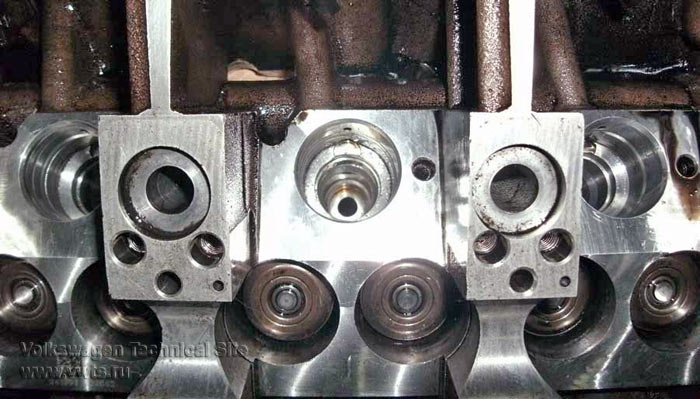
Вид мотора после снятия ГБЦ.

Цилиндры закрыть ветошью, да и сам блок накрыть не помешает.

Вот сам объект. Без НФ и свечей накала.

Другая сторона.

Колодцы НФ в приличном состоянии, пока ремонт не нужен.
Далее рассухариваем клапана, пружины, тарелки, сухари укладываем по порядку. Хотя разницы не заметил.
Фото нет.
Далее нужно измерить поперечный люфт клапана в седле.
Максимум 1,3 мм. Здесь на впускных клапанах 1 и 4 цилиндра было более 2 мм, остальные в допуске, но на пределе, только 2 плотно сидят.
Это результат заклиненных и разбитых компенсаторов.
А вот и клапана, снятые с ГБЦ,

форма рабочей кромки оставляет желать лучшего... после борьбы с жабой, решено - менять все.
Моем ГБЦ щелочным раствором, берем корр-щетку, на подобие этих(еще одна поменьше, не попала),

чистим впускные и выпускные каналы.



Проверка ГБЦ на плоскость, отклонений не выявила, имеющиеся щупы не находили щель. Максимально допускается 0,1 мм.
Чуть не забыл, обязательное измерение размера "a"

Решил воспользоваться глубиномером, точности достаточно.
Для BXE и всех 1,9PD:
- впускные клапана: не менее 43,4 мм
- выпускные клапана: не менее 43,2 мм
Здесь все с большим запасом, найду - добавлю.
Инструмент для запрессовки и выпрессовки направляющих втулок клапанов переточен из ВАЗовской.

Решил все поменять. Действуем. Кроме как нагреть ГБЦ строительным феном, ничего не придумал.

Выколачиваю. ГБЦ на деревянных проставках, выходят довольно легко.
И тут обнаруживается следующее...

Слева, купленные Fresca, G3593, справа выбитая из ГБЦ.

Kolbenschmidt, 81-33103, втулка направляющая клапана двигателя - эти втулки без косяков, но немного дороже.
Информации по № запчасти так и не нашел, поэтому пришлось переточить. Срезан выступ и укорочена снизу. Из морозилки.

Вот выколотка с дистанционной втулкой и направляющей, в положении для запрессовки.(для наглядности)

Греем место направляющей, втулки при этом находятся в морозильной камере, всего -25°C. Жидкого азота не дождался. Но все получилось.
Быстро и аккуратно заколачиваем втулки клапанов на место. Пришлось, правда, две поменять, оказался разностен.(выяснилось при начале зенкования)
Позже добавлю № купленных втулок. Если кто-то подскажет какие втулки для этого мотора нужны, буду признателен.
Теперь, купленные клапана впускные:


А вот разница между ними.


Autowelt VI-51016, Kolbenschmidt 331123 и стоявший (хочется думать оригинал) 038 109 601 E, слева направо.
Выпускные:

Тоже разнятся.

Autowelt VE-51016, 038 109 611 E
Еще, проводил замеры твердости переносным твердомером (по HV5) всех клапанов, для успокоения (результат в цифрах тоже не может быть выложен
), мерил тарелку и часть штока чуть ниже канавок для сухарей:Kolbenschmidt - отличие от оригинала в погрешности измерений,
Autowelt - тарелка впуск и выпуск 10-15% тверже оригинала, шток - мягче, порядка 5%, совсем незначительно. Числовых значений не помню.
Размеры:
Впускной Выпускной
Ø a mm 35,95 31,45
Ø b mm 6,980 6,956
c mm 89,95 89,95
α ° 45 45
Для создания необходимого теплового зазора между клапаном и направляющей необходимо "развернуть" последнюю.
Я использовал развертку с переменным размером на 7мм, откровенно говоря, одноразовая штука, но и цена в пределах 200р.
Зазор стандартный, минимум:
впуск = 0.03 мм ,
выпуск = 0,04 мм.
На том и остановился.


Помятуя белорусского товарища, подобрал такой девайс.

Пришлось немного доработать - проточить ось под размер направляющих клапанов.
Мягкие, конечно, волна получается при обработке на 45° впускных клапанов, 60° и выпускные - почти без нареканий.
Но серьезной обработки требовали только 2 впускных. Притирать тяжело.

Для контроля обработки поверхности седла клапана используем известный способ.

Теперь можно прикинуть выступание клапанов, только размеров так и не дождался для PD моторов.

Измерял тем же глубиномером. Найду результаты, допишу, а номиналы, надеюсь, добавите.
У меня была возможность рокировки впускных клапанов, Autowelt оказались на ~2 г тяжелее, и на 0,25 мм толще в тарелке. Сняли по 0,15, масса сравнялась.
Недостающее (как думается) выступание добавилось. Плюс шлифанул ГБЦ.
Вот все готово к притирке клапанов. Полученная "волна" обязывает.

Наносим смазку на будующий поясок

На шток клапана

И немного притирочной пасты на рабочую плоскость клапана.

Работаем, на двух или 3-х клапанах получилось о-очень долго.

Результаты


Ну и все, пока.
После этого продуваем ГБЦ и максимально очищаем все каналы.
Засухариваем клапана, устанавливаем на место... но это, думается, уже другая история.
Уф-ф-ф.
На истину в первой инстанции не претендую, поправляйте. С машиной все норм.
-------------------
Upd. Part number:

FRECCIA - G11257.
Производитель: FRECCIA
Артикул: G11257
Описание поставщика: направляющие клапана Впуск/Выпуск VAG 7mm свеж TDI короткие 12.04x7x31.5
Характеристики:
Длина [мм] 31,5
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов.
METELLI - 012817.
Производитель: METELLI
Артикул: 012817
Наименование: Направляющая клапана
Описание поставщика: направляющая клапана
Характеристики:
Вес [кг] 0.02
Материал Бронза
Внутренний диаметр 7
Внешний диаметр [мм] 12,06
Тип клапана для входных клапанов
Тип клапана для выходных клапанов
Длина [м] 31,5


 Не надо мне приписывать свои домыслы. Какие запчасти ставить - это выбор твой и твоего кошелька... или на сколько клиента разведешь... Я, даже акцентов, не выделял особо... и сравнение з/ч тоже не за твой счет.
Не надо мне приписывать свои домыслы. Какие запчасти ставить - это выбор твой и твоего кошелька... или на сколько клиента разведешь... Я, даже акцентов, не выделял особо... и сравнение з/ч тоже не за твой счет. 