ОТЧЕТ О РЕМОНТЕ ГОЛОВОК.
Данные двигатели устанавливались на автомобили: Audi A6 (4A), Audi A6 (4B), Audi A4 (8D), Audi A8 (4D), Audi A80 (8C), VW Passat B5 (3B)
Последовательность выполнения работ подходит для автомобилей :
AUDI 100 / A6, 2.6 L V6, 1992 - 1996 г.г двигатель ABC
AUDI 100 / A6, 2.8 L V6, 1991 - 1997 г.г двигатели AAH, ACK)
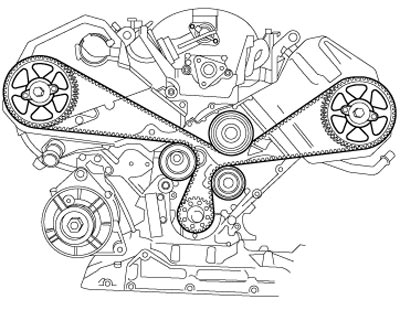
Красные лампочки на панели приборов во время движения автомобиля натолкнула владельца на мысль о необходимости остановки у обочины. Дальше события происходили по схеме : двигатель не заводился - эвакуатор – визит к мотористу – обрыв ремня ГРМ – ремонт двигателя.
Вскрытие двигателя показало, что виновником обрыва оказался промежуточный ролик ГРМ, который разобрался на части и способствовал встрече поршней с клапанами.

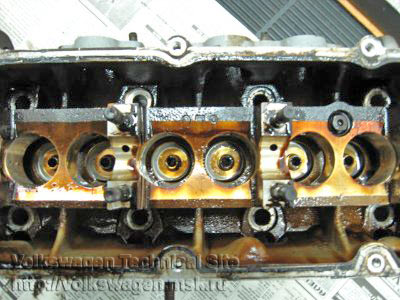
На поршнях отчетливо видно отпечатки клапанов
Итак, головки сняты, приступаем к их ремонту и восстановлению деталей.
Для выполнения ремонта головок применяется ТОЛЬКО СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ И ОБОРУДОВАНИЕ .
ПРЕДУПРЕЖДЕНИЕ !!!
Головки похожи по внешнему виду, но не одинаковы. Разбирать по очереди, не перепутать детали.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ .
РАЗБОРКА ГОЛОВОК :
1. Открутить гайки выпускного коллектора и снять его. Гайки могут выкручиваться с шпильками.
2. Снять заглушку торца распредвала ( ГБЦ №1) и крепление план-шайбы датчика Холла ( ГБЦ №2)
3. Открутить гайки крышек распредвала. Откручивать, двигаясь от края к центру крест-на крест
4. Снять крышки распредвала. Запомнить ( пометить ) внешние крышки, внутренние имеют заводскую маркировку.
5. Снять распредвал и его сальники
6. Снять гидрокомпенсаторы. Не прилагать больших усилий при выполнении данной операции. Я бы сказал – работать нежно. При подклинивании – проворачивать вокруг своей оси и одновременно двигаться вверх.
7. Выкрутить свечи зажигания
Навесные детали с головок сняты, сложены в раздельные разносы ( коробки ). Дальше можно приступать к разборке клапанного механизма.
8. Компенсировать утопание клапанов относительно плоскости головки подходящими по размеру подставками
9. Снять пружины клапанов с верхними шайбами при помощи спец инструмента – рассухаривателя. Эта операция в народе называется «рассухарить клапана». В нашем случае используем стационарный рассухариватель собственной конструкции. Подробности действий на фото.
10. ПРЕДУПРЕЖДЕНИЕ – не рассухаривать клапана при помощи резкого удара молотком через свечной ( советский, жигулевский ) ключ, во избежание глубоких задиров на стержне клапана .
11. Вытолкнуть клапана с направляющих втулок и разложить в порядке установки в головке. Клапана с погнутыми стержнями выбивать при помощи оправок подходящего диаметра и длины .
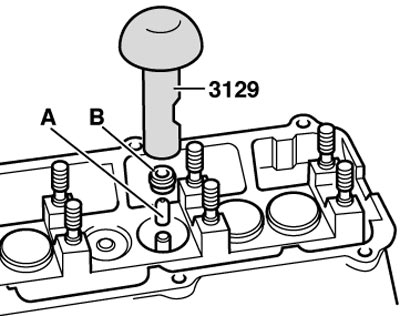
12. Снять сальники клапанов специальными клещами или цанговым инерционным съемником.
13. Головки разобраны.
РЕМОНТ ГОЛОВОК :
14. Приступаем к подготовке клапанов к ремонту. Даже при визуальном осмотре видно ,что клапана погнуты.
15. Очищаем клапана от нагара
16. Полируем стержни клапанов
17. Проверяем биение тарелки клапана относительно стержня. Для этого используем спец приспособление с головкой часового типа. Это измерение имеет познавательный характер и проводится для оценки возможности ремонта ударенного клапана.
18. Измеряем и записываем диаметр стержня клапана при помощи микрометра. Измерения проводим в трех местах наиболее вероятного износа стержня. Допуск по износу стержня верх-низ = 0.03 мм
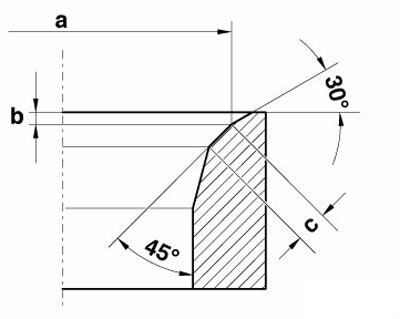
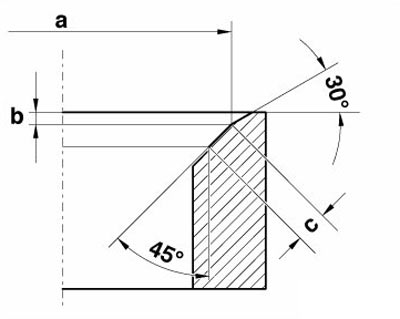
19. Реставрируем рабочие фаски всех клапанов
20. Подрезаем торцы стержней клапанов и фаску торца стержня
21. Готовые клапана подписываем и раскладываем на отдельной подставке
Почти все клапаны удалось отреставрировать. Три клапана не подлежат ремонту и отправляются в металлолом, их места займут новые клапана.
22. Головки были намочены заблаговременно жидкостью для очистки двигателя, теперь приступаем к мойке головок и деталей. Чтобы качество мойки было хорошим используем аппарат высокого давления и горячую воду
23. После мойки приступаем к сушке головки и очистке всех каналов и плоскостей головки от нагара
24. Продуваем тщательно все каналы сжатым воздухом. Особое внимание уделяем масляным магистралям
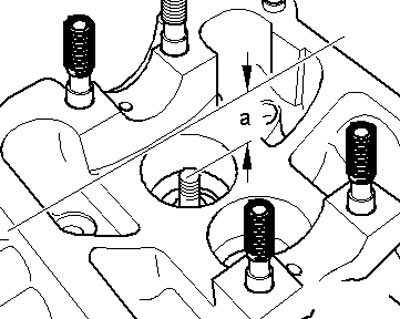
25. Измеряем биение клапана в направляющей втулке. Это измерение позволяет определить износ направляющих и принять решение о замене ( или нет ) направляющих втулок.
Люфт клапана в направляющей втулке для двигателя ABC :
Впуск = 1.00 мм
Выпуск = 1.30 мм
Если люфт клапана превышает указанные цифры, то направляющие втулки подлежат замене. В нашем случае цифры были превышены почти вдвое, поэтому следующий этап наших действий- это замена направляющих втулок.
Продолжение следует..........
P.S. от Админа - отчет добавлен на сайт:
Ремонт головок двигателей V6 - двигатели ABC, AAH, ACK (rus.)
Спасибо!

Данные двигатели устанавливались на автомобили: Audi A6 (4A), Audi A6 (4B), Audi A4 (8D), Audi A8 (4D), Audi A80 (8C), VW Passat B5 (3B)
Последовательность выполнения работ подходит для автомобилей :
AUDI 100 / A6, 2.6 L V6, 1992 - 1996 г.г двигатель ABC
AUDI 100 / A6, 2.8 L V6, 1991 - 1997 г.г двигатели AAH, ACK)
Красные лампочки на панели приборов во время движения автомобиля натолкнула владельца на мысль о необходимости остановки у обочины. Дальше события происходили по схеме : двигатель не заводился - эвакуатор – визит к мотористу – обрыв ремня ГРМ – ремонт двигателя.
Вскрытие двигателя показало, что виновником обрыва оказался промежуточный ролик ГРМ, который разобрался на части и способствовал встрече поршней с клапанами.


На поршнях отчетливо видно отпечатки клапанов


Итак, головки сняты, приступаем к их ремонту и восстановлению деталей.


Для выполнения ремонта головок применяется ТОЛЬКО СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ И ОБОРУДОВАНИЕ .
ПРЕДУПРЕЖДЕНИЕ !!!
Головки похожи по внешнему виду, но не одинаковы. Разбирать по очереди, не перепутать детали.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ .
РАЗБОРКА ГОЛОВОК :
1. Открутить гайки выпускного коллектора и снять его. Гайки могут выкручиваться с шпильками.




2. Снять заглушку торца распредвала ( ГБЦ №1) и крепление план-шайбы датчика Холла ( ГБЦ №2)




3. Открутить гайки крышек распредвала. Откручивать, двигаясь от края к центру крест-на крест


4. Снять крышки распредвала. Запомнить ( пометить ) внешние крышки, внутренние имеют заводскую маркировку.

5. Снять распредвал и его сальники


6. Снять гидрокомпенсаторы. Не прилагать больших усилий при выполнении данной операции. Я бы сказал – работать нежно. При подклинивании – проворачивать вокруг своей оси и одновременно двигаться вверх.

7. Выкрутить свечи зажигания

Навесные детали с головок сняты, сложены в раздельные разносы ( коробки ). Дальше можно приступать к разборке клапанного механизма.

8. Компенсировать утопание клапанов относительно плоскости головки подходящими по размеру подставками

9. Снять пружины клапанов с верхними шайбами при помощи спец инструмента – рассухаривателя. Эта операция в народе называется «рассухарить клапана». В нашем случае используем стационарный рассухариватель собственной конструкции. Подробности действий на фото.






10. ПРЕДУПРЕЖДЕНИЕ – не рассухаривать клапана при помощи резкого удара молотком через свечной ( советский, жигулевский ) ключ, во избежание глубоких задиров на стержне клапана .
11. Вытолкнуть клапана с направляющих втулок и разложить в порядке установки в головке. Клапана с погнутыми стержнями выбивать при помощи оправок подходящего диаметра и длины .


12. Снять сальники клапанов специальными клещами или цанговым инерционным съемником.




13. Головки разобраны.

РЕМОНТ ГОЛОВОК :
14. Приступаем к подготовке клапанов к ремонту. Даже при визуальном осмотре видно ,что клапана погнуты.


15. Очищаем клапана от нагара






16. Полируем стержни клапанов


17. Проверяем биение тарелки клапана относительно стержня. Для этого используем спец приспособление с головкой часового типа. Это измерение имеет познавательный характер и проводится для оценки возможности ремонта ударенного клапана.






18. Измеряем и записываем диаметр стержня клапана при помощи микрометра. Измерения проводим в трех местах наиболее вероятного износа стержня. Допуск по износу стержня верх-низ = 0.03 мм



19. Реставрируем рабочие фаски всех клапанов




20. Подрезаем торцы стержней клапанов и фаску торца стержня


21. Готовые клапана подписываем и раскладываем на отдельной подставке


Почти все клапаны удалось отреставрировать. Три клапана не подлежат ремонту и отправляются в металлолом, их места займут новые клапана.
22. Головки были намочены заблаговременно жидкостью для очистки двигателя, теперь приступаем к мойке головок и деталей. Чтобы качество мойки было хорошим используем аппарат высокого давления и горячую воду

23. После мойки приступаем к сушке головки и очистке всех каналов и плоскостей головки от нагара




24. Продуваем тщательно все каналы сжатым воздухом. Особое внимание уделяем масляным магистралям


25. Измеряем биение клапана в направляющей втулке. Это измерение позволяет определить износ направляющих и принять решение о замене ( или нет ) направляющих втулок.



Люфт клапана в направляющей втулке для двигателя ABC :
Впуск = 1.00 мм
Выпуск = 1.30 мм
Если люфт клапана превышает указанные цифры, то направляющие втулки подлежат замене. В нашем случае цифры были превышены почти вдвое, поэтому следующий этап наших действий- это замена направляющих втулок.
Продолжение следует..........
P.S. от Админа - отчет добавлен на сайт:
Ремонт головок двигателей V6 - двигатели ABC, AAH, ACK (rus.)
Спасибо!